This build was requested by a longtime friend and customer, after he played the first prototype guitar that we built as sort of an experiment, in certain ways.
One major contributing factor to the experimental nature of that prototype guitar was the compound, asymmetrical neck profile.
Let me explain:
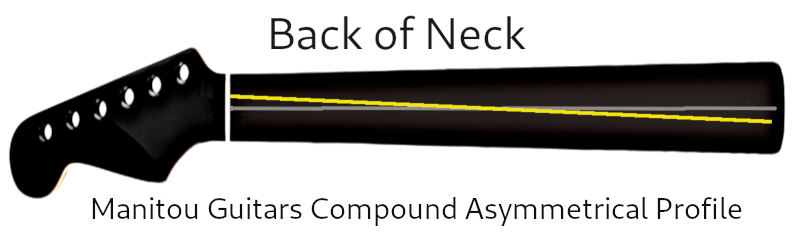
The gray line is in the center of the back of the neck, which for most necks in production, is the apex, or the thickest part of the neck, at any given fretting position.
Highlighted in yellow is the apex of our Manitou Guitars Compound Asymmetrical Neck Profile.
On the lower frets, the beefiest part of the neck is more towards the bass side, and on the upper frets, the apex of the neck profile resides more towards the treble side.
The purpose of this profile is to accommodate the player’s hand as it moves up the fingerboard, at any position.
Despite the unconventional nature of this design, it is actually more ergonomic and natural-feeling due to the fact that the apex of the neck follows the area between the player’s thumb and index finger as the left hand moves up and down the neck.
We took a chance building a prototype with this profile, and so far for everyone that has played it, it’s gotten nothing but positive feedback. So this particular build is centered around this neck design.
The Process:
This build started as most of them do, with the neck stringer, rough cutting to size then getting one side flat and true. For some reason I didn’t keep track of that, but here’s a picture of the headstock scarf joint being glued.
Headstock is glued at a 13 degree angle, and the top of the scarf joint is planed flush.
For the fingerboard, I found a chunk of maple on the storage rack that was the perfect size and grain orientation for this use-case. This single billet yielded several fingerboard blanks, milled out to 1/4", with each one having its own unique aesthetics. The mix of subtle flaming, with the not-so-subtle ambrosia patterns really stood out to me.
After cutting the fret slots with the 25" template, the board was cut and block-planed to approximately 1/8" smaller than the final width. This is to accommodate the 1/16" binding, which in this case is purpleheart “mahogany”.
The binding is glued on, and the fingerboard is planed to the final dimensions.
For the inlays, I took some leftover purpleheart strips and sandwiched a piece of maple between them. Then drilled out the holes at 1/4" with a forstner bit, into the board. For the dots themselves I took the previously glued strip of purpleheart/maple/purpleheart and made a jig for the drillpress table, to make sure that the 1/4" plug cutter stayed centered over the strip. This ensures that the piece of maple stays centered. Here the inlays are getting glued in with CA glue.
A similar process was repeated for the side dots, except these were made out of strictly maple. The dots were cut from a highly-flamed piece of white maple (to provide contrast between the binding and enhance visibility), but I’m not sure if the flaming will be visible on such a small (1/4") surface area of the dots.
The side markers were intentionally drilled off-center to compensate for the material removed from the top of the fretboard during radiusing.
With all the markers glued into place, the next step is to level them flush with their respective surfaces.
The markers have been sanded flush – this piece is now ready to be glued onto the neck.
With the neck rough-cut to shape, these MDF templates are attached, each 1/8" out from the center line. The route depth here is 3/8", which corresponds to the dimensions of the trussrod.
Trussrod channel is routed. The remaining material will be removed with a (very sharp) chisel.
Trussrod fits nicely in the slot.
The final task before gluing the fretboard, is binding the headstock. This is crucial at this time, since the binding will termite into, and beneath the fingerboard. This would be impossible to do with the fingerboard already on. The pieces of binding were left soaking in water for 2 days before being steam-bent. This is a very tedious process, especially since purpleheart is a very difficult wood to steam-bend since it is prone to splintering and just falling apart. The key to bending purpleheart, is patience.
In the interest of efficiency, the body wings were glued to the neck at the same time as the fingerboard. Starting with the body wings.
Now the fingerboard is glued up using clamps and bicycle tire tubes. Both the body wings and the fingerboard are held in place by dowels and pins, respectively, to eliminate creepage while under clamping pressure.
After the glue is dry, the clamps are removed and the surfaces are trimmed flush. In this case, the neck stringer was left slightly oversized and planed flush to the ash wings.
After the edges of the neck were routed flush to the sides of the fretboard, it’s time to carve the neck. This process is started by carving benchmarks; first to set the thickness, then to set the overall profile.
The benchmarks on the upper and lower areas of the neck are done, time to add another in the middle.
After the benchmarks are done, they get connected.
After the neck is roughed in, the next steps are to make everything flat with no lumps, then carve the volute area.
Volute area is roughed in with a chisel, and will be smoothed out with sandpaper.
With the neck roughed in, we are now going to focus our attention to the maple top cap – which will be cut from this chunk of wood.
The billed is resawn into two 1/2" x 8" x 20" pieces, then the two matching surfaces are marked, and the two non-matching faces are planed down to a rough thickness of 3/8".
These are the 2 matching surfaces, which will be sanded flat after they are glued into a bookmatch. This will be the top face of the cap.
Bookmatching the top. The gobars are to stop the center from lifting up from the pressure of the clamps.
A couple of days later, the bookmatched top is taken out of the gluing deck and now the top face is sanded flat, to a final thickness of 1/4".
The cap is rough cut to size, and will need to have the neck pocket cut out before being glued on.
But first a slight detour. The client, for whom this build is commissioned, is requesting that the final product be within the 5 to 6 pound range, so some material will have to be removed from the body, before the cap can be glued. The tool of choice for this job is a drill press and forstner bit.
Chambering is finished, with extra care taken to not interfere with the pickups, control cavity route, or belly cut.
The neck cutout is done and the cap is now glued in place on the gobar deck. It will sit under pressure like this for a total of 3 days.
The body is now rough-cut with the bandsaw as close as possible to the final shape, so that the router bit doesn’t get bogged down.
Now the body template is attached to the back of the body, and traced with the router bit, in 1/8"-3/16" passes.
Routing is done, only some minor tear-out on the upper horn, which will need to be filled before the binding ledge is routed.
This bellycut was tricky due to the placement of the many weight-relief chambers. I somehow managed to avoid them.
With the bellycut complete, it’s time to clean up the heel area.
A sharp chisel works great for roughing in the heel. Also a fine time to fill in some worm holes.
Now for the binding. I modified a heat gun with a pipe I found in my basement, that fell out of the wall one day as I was doing laundry. It’s a wonderful steam-bending apparatus.
The purpleheart binding is steam-bent to shape, glued, and clamped into place with fiber-reinforced packing tape.
Binding is done, and by far the hardest part of this build.
Cavity is routed.
Followed by the humbucker routes.
Final sanding and contouring is done.
Half-scallops were added over the side dots, for some extra spice.
Water-popping and sanding the grain. Next is shellac and finish.
1st coat of shellac is applied, out of a total of 4.
These were taken after the 3rd coat of finish was applied. It will end up getting 16 coats before level sanding.
All the coats of finish are on. Now level sanding is needed to get rid of those gnarly brushstrokes.
Level sanding and buffing is complete, and now the frets are being installed.
Filing the fret edges flush with the fingerboard edges.
Copper shielding is installed into the control and pickup cavities, to make the electronics quiet, but like in a good way.
While we are waiting on Planet Tone to wind our pickups, I took this downtime to make some custom 2-ply pickup rings and trussrod cover, from maple and purpleheart.
Here the 2 pieces are being pressed and glued together.
The glue is dry. Time to cut them to shape.
Pickup rings were shaped, filed and sanded by hand.
Next up is the trussrod cover. Beveling the edges with a moderately fine file.
Needs to be cleaned up, but the idea is there.
These are shaped and sanded out to 220-grit. Next they will receive finish.
While the accessories are being finished, the fretboard is taped up and the frets will be levelled, crowned, and polished.
The bridge and tuners are installed, both items are made by Hipshot.
Everything that isn’t related to electronics, is finished. Still waiting on pickups.
Pickups are in! The inner part of the pickup rings are shaped to fit the pickups.
The pickups themselves are humbucker-sized P90’s, Kent Stump model pickups by Planet Tone.
These are my favorite P90’s, by far.
Now for the final setup.
Guitar is done! The pickups sound amazingly full and crisp, a perfect balance between dirt and articulation.
The action is very good, at 0.040" (bass side) to 0.030" (treble side).