Last year we received a considerable amount of black walnut that came down from storms, so we milled out a few logs and let the billets dry out and stabilize for several months.
This build features a new body and headstock design, which is all walnut with maple purfling and body stringers.
This guitar is made from 100% locally sourced wood from trees that came down by natural causes.
The Process:
Our journey begins with a 6-foot walnut slab and an MDF body template.
The body and neck stock are cut from the slab, then planed flat and straight.
Once the front and back surfaces are thicknessed, the adjacent surfaces are then cut and planed to a perfect 90-degrees.
Moving on to the scarf joint and some rough thicknessing with the Safe-T Planer is also done.
This will save time down the road, when it is time to do the neck carving.
The maple stringers that go between the neck stringer and body wings are also ripped down at this time.
The pieces are laid out and dry-clamped to verify that the gluing surfaces are flat, straight and true.
The scarf joint is then glued and left clamped overnight.
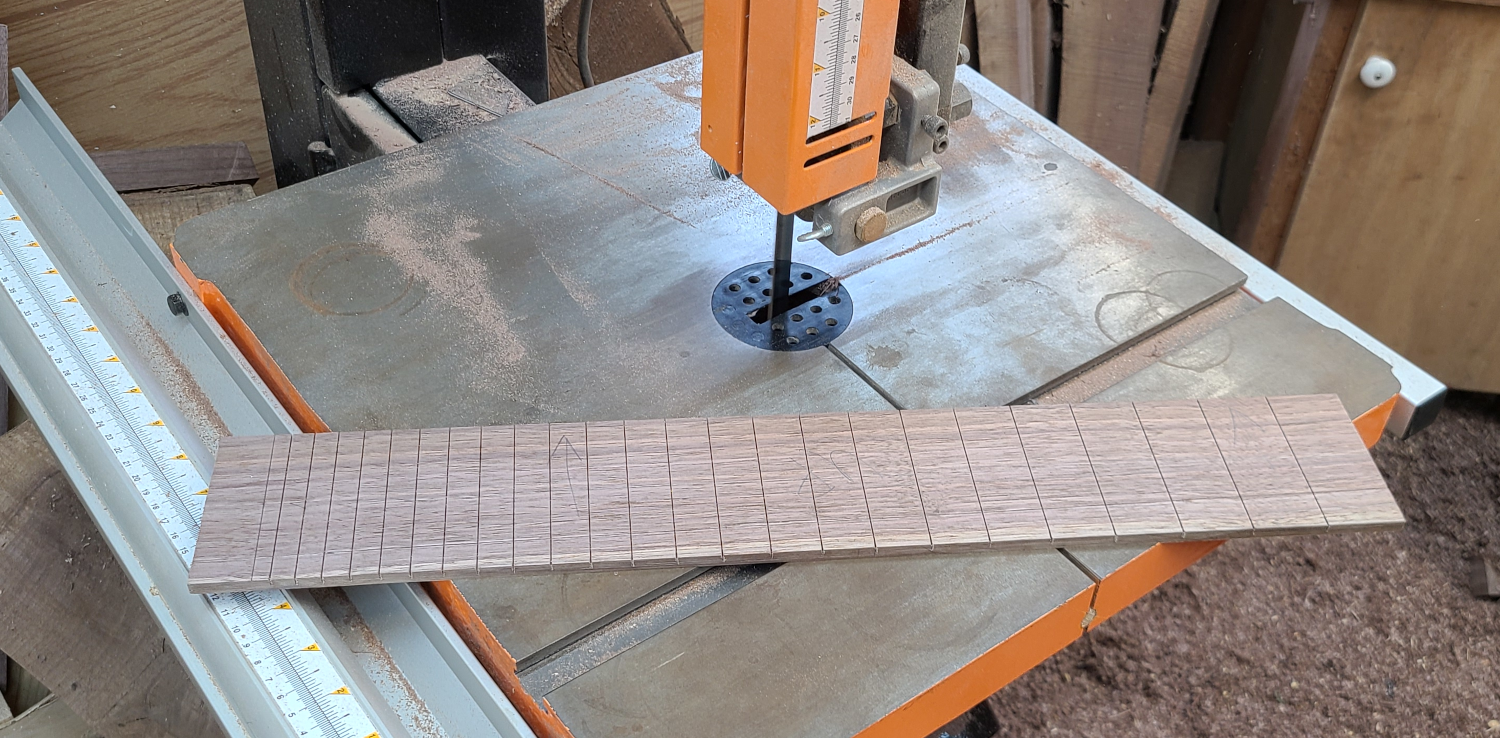
Here is the piece of walnut that was cut from the back of the neck, after it’s been planed down to 1/4" then slotted for a 25" scale.
After the fretboard has been cut to the exact width (by measuring at the nut, 12th & 24th frets) the front and side dots are glued into place.
The inlays are 1/4" diameter maple dots, and the side dots are of the standard white plastic 2mm variety.
The glue is dry, and the dots are then sanded flush to the fingerboard surface.
Now for the trussrod slot.
The router base rides inside the jig, which is just long enough to accommodate the length of the trussrod.
After the 1/4" slot is cut the length of the neck, the 3/8" router bit is loaded up, a stopper-block is clamped into place, and the nut adjustment area is routed out.
This one will adjust from the headstock.
The trussrod fits snugly into the slot.
Quite nice.
Everything is dry-fit into place, and checked against the template to make sure everything looks good.
The last order of business for the day is to get the headstock and body wings glued and clamped up.
The next day, the clamps are removed and it is looking more like a guitar.
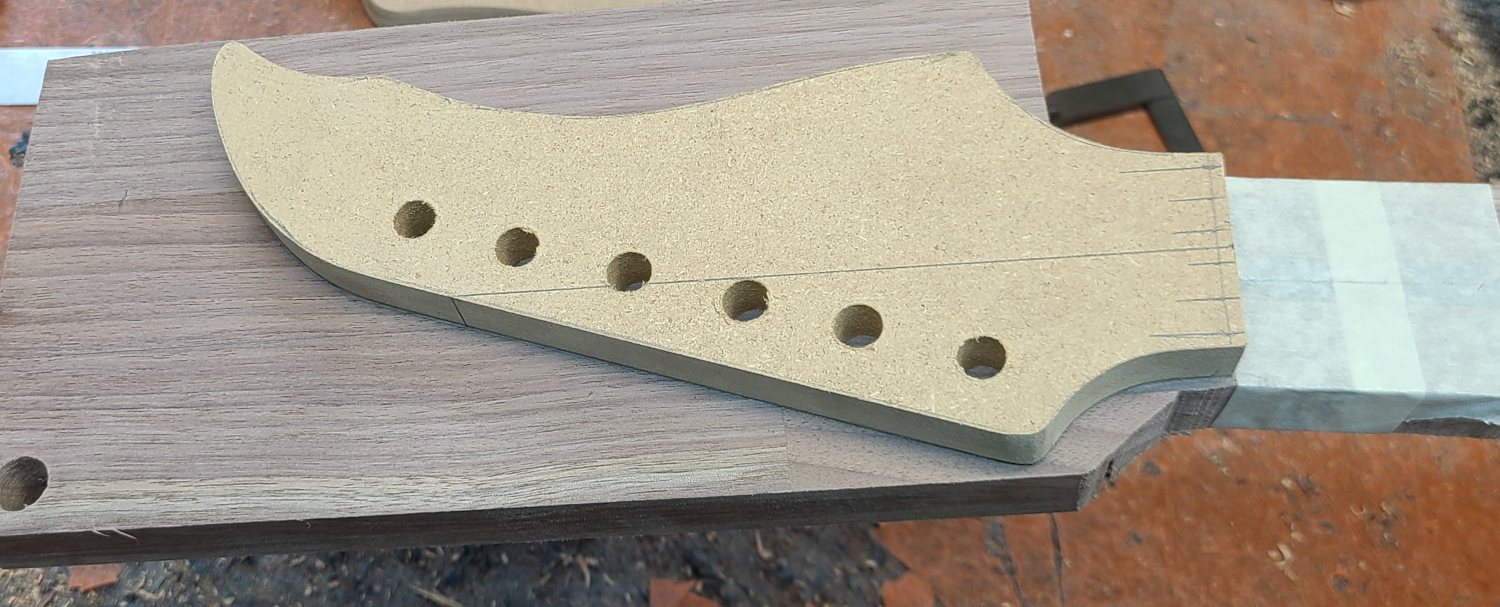
After the headstock wing is planed and sanded flush to the existing headstock wood, the template is traced and headstock rough cut to shape.
The top face of the body is planed down with the Safe-T planer, getting ready for the top cap.
The body is then rough cut to within about 1/8" of the final shape.
The body template is stuck to the back of the body with double-sided tape, and the final shape is routed flush with the template.
Usually this is done after the cap is glued on, however because there will be maple purfling accents between the body and the cap, this step is done prior to gluing the cap.
Next, the headstock is routed to the final dimensions prior to getting capped.
Since the purfling will also extend underneath the fingerboard, the neck is cut to within 1/16" of the final width.
The fingerboard, once glued on, will be utilized as a routing template to cut the sides of the neck perfectly flush with the fingerboard.
The purfling ledge for the maple is routed to a depth of 1/16".
Followed by the fingerboard and body.
This area was too short for the router to access, so it had to be done manually with a chisel.
Maple purfling is cut and sanded down to proper dimensions.
Gluing the maple purfling onto the neck shelf, just beneath the fretboard.
Originally planned on steam-bending the maple around the curves.
But bending this stuff was bordering on impossible, so it had to be shaped instead.
Here it is getting glued into place.
Once the glue is dry, the purfling is sanded flush to the top surface, then routed flush to the side surface.
The same process is repeated for the body.
It is now ready for the top cap, fingerboard, and headcap.
Gluing the fingerboard.
First the glue is spread evenly across the top of the neck, then a couple of bicycle tire tubes are wrapped around the neck and fingerboard, as a clamping mechanism.
The fingerboard stays in place due to the locating pins drilled at the 3rd and 19th frets.
Finally the bookmatched body cap is slightly extended to accommodate the wider “Z” body style.
It’s always somewhat of a risk to add another glue joint to the top, but with the combination of the tight glue joint and the similar color and grain orientation, this was imperceptible within the finished product.
It’s a new day, and the clamps are off!
Here the maple purfling is looking quite nice.
The neck is routed flush to the fingerboard.
Now for the top cap.
A template was made earlier for the fingerboard, and is transferred to the cap.
It’s set into place then traced from the back, and cut out slightly oversized in relation to the body.
A couple of pins are drilled to keep the cap from sliding out of place, and it is glued in the gobar deck.
Once the glue is dry, the cap is routed flush with the edge of the body.
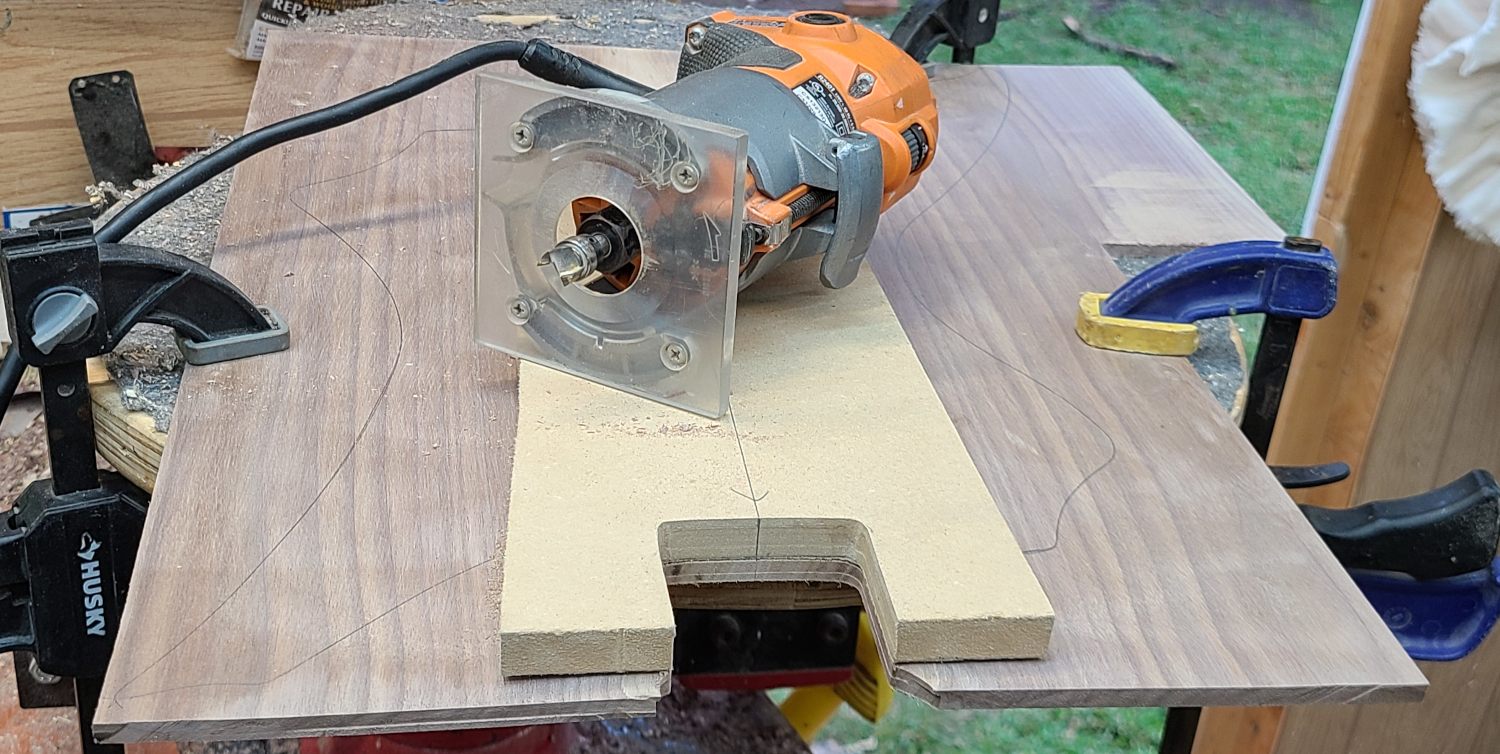
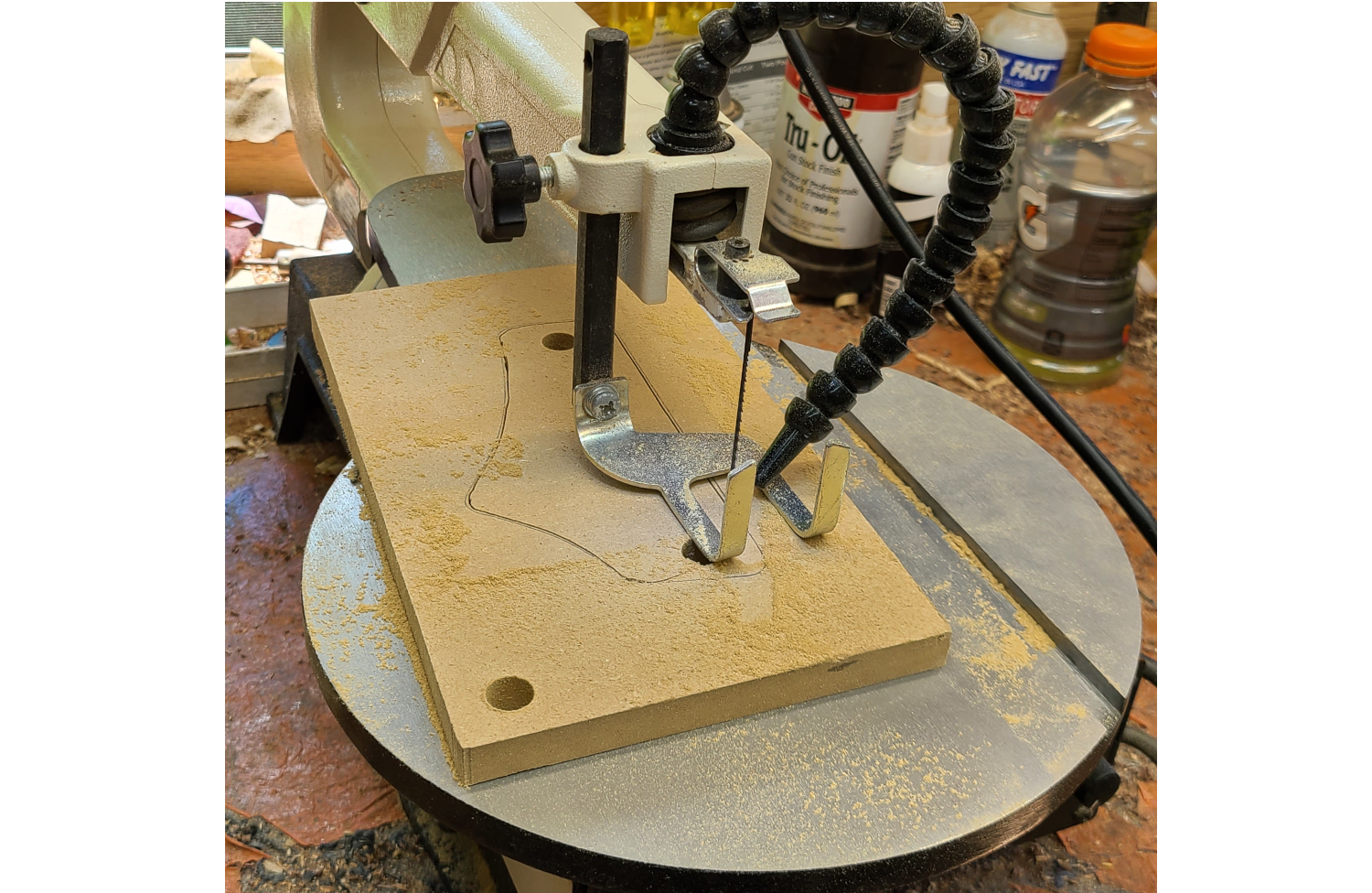
The next order of business is routing the control cavity.
New body shape, new templates.
The centerlines are marked out, so that the cavity is routed parallel to the treble-sde body stringer, and the freshly-made template is secured to the back of the body with double-sided tape.
After several passes so that the cavity depth leaves 3/16" of the bookmatched cap remaining, the inner template is removed, and the outer template is secured and routed to a depth of 1/4".
This is the ledge that the cavity cover will sit on.
Now the routing job is checked by fitting the cover template, which is snug but not too tight.
The cover is then routed out of some leftover walnut from the cap.
The cover fits in as perfectly as the template did.
Once the guitar is finished, the grain will darken and its color will match the body slightly better than it does in this pic.
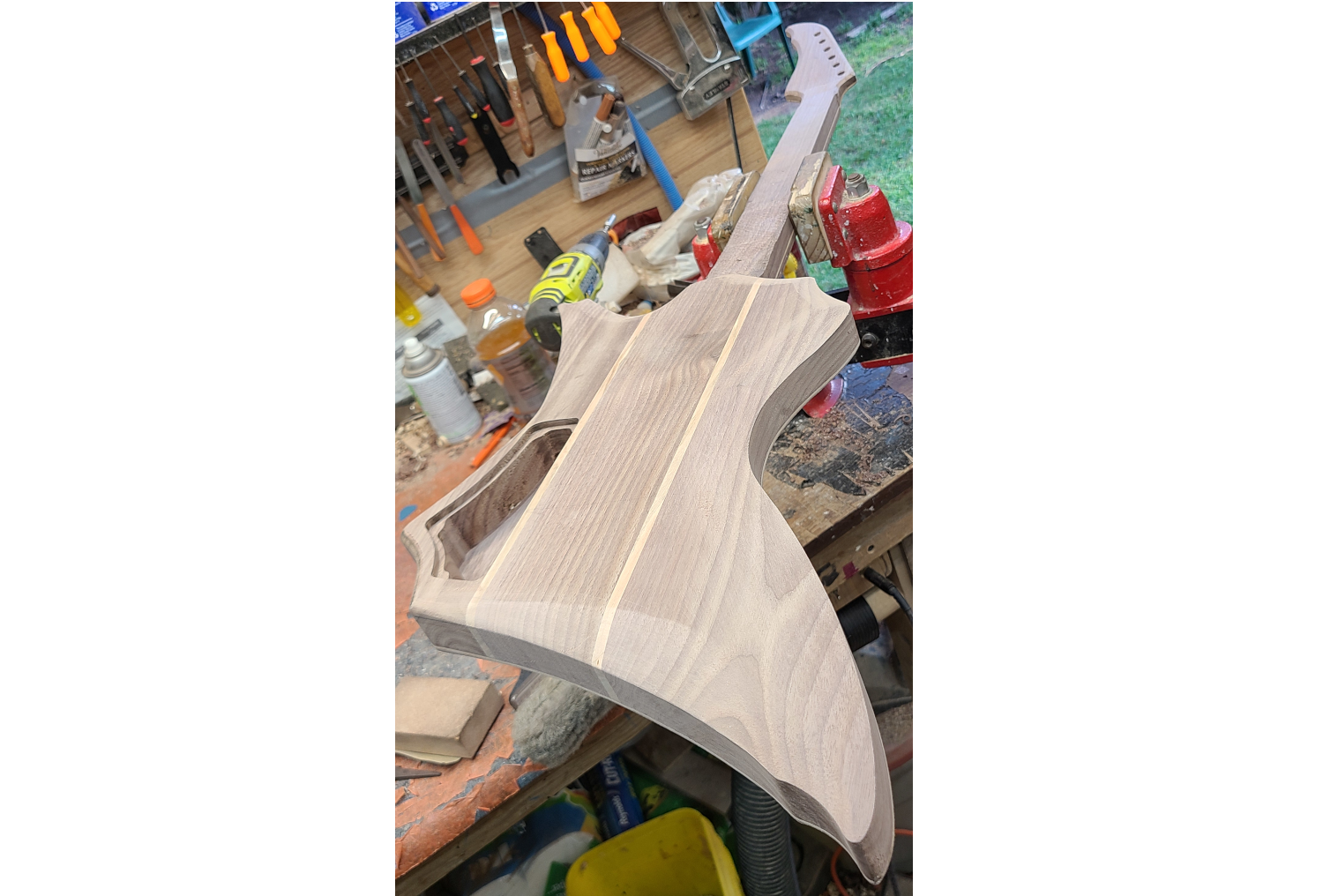
With the control cavity done, the body bevels can be added safely.
The bevels are first marked out with pencil on the top surface, and on the side surfaces the bevels will terminate at the maple purfling strips.
The first few passes are done with a cheese-grater rasp (for lack of a better term).
A similar process is done to the back, but with a line marked 1/4" down from the back, onto the side of the body.
The bevels themselves are cut in a similar fashion to an SG, with the bevels becoming simply “roundovers” on both the front and back around the area containing the electronics.
The bevels are roughed-in with a rasp, then file, then sandpaper.
Cabinet scrapers also come in handy here, as long as the grain is uniform enough to permit their use.
For the headstock, the beveling is closer to a straight 45-degrees.
Aside from some fine-tuning and cleanup, the bevels are pretty much done now.
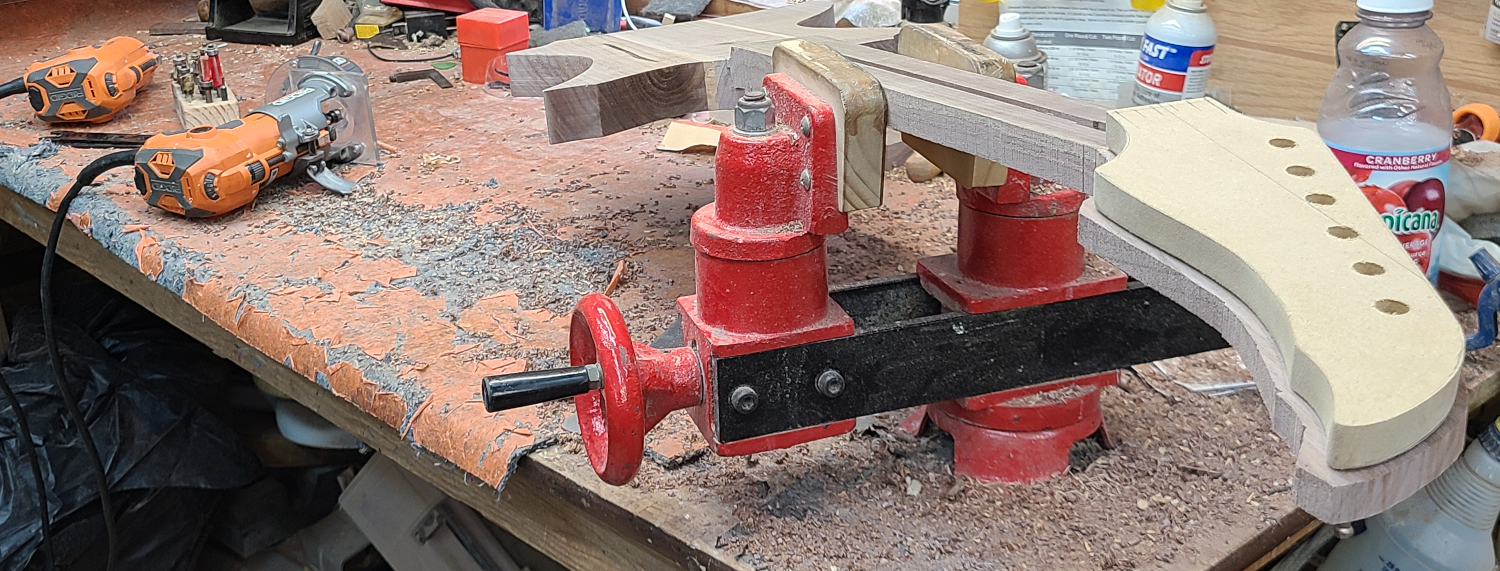
Time to carve the neck, starting with knocking down the material on the sides.
Getting closer to the final shape, again with the help of the double-vise method.
This neck will feature an asymmetrical neck profile on the back of the neck, with a 12" radius fretboard.
Looking good on the headstock and heel ends, the center will be taken down with 80-grit sandpaper.
And now moving on to the heel area where the neck meets the body.
A chisel does most of the dirty work here.
The router bearing for some reason jumped the template and cut into the neck earlier.
Luckily it did not hit the fingerboard, so a small piece of walnut was glued to maple and shaped to fit the exact diameter of the indentation from the router bit.
The fit is outstanding!
Glue time.
Everything is now sanded out to 180-grit, save for the end-grain surfaces which are sanded out to 220-grit for color consistency.
Starting with the back of the headstock, the first coat of oil is applied.
The wood really starts to come to life.
Next the oil is applied to the body.
I like to also get it inside the control cavities, as it does protect the wood against humidity changes and moisture in general.
The guitar is then hung up so that the neck can be coated.
A thick coat of oil is applied and let sit for approximately 10 minutes, after which the excess oil that hasn’t dried yet is wiped off.
Since the oil takes a long time to dry, typically it is given 48 hours to harden before scuff-sanded and re-coated with a second coat of oil, ensuring an even application.
While the oil coat is drying, the trussrod cover and pickup ring can be made.
Staying within the chosen motif, both items will have a thin layer of maple underneath a thicker layer of walnut.
Once the glue is dried, the material is sanded to thickness, shaped, and now getting a bevel applied by a medium-fine file.
The pencil marks are a rough guideline here.
Trussrod cover gets a final sanding and is now ready for oil.
Now for the logo, which is hammered into the headstock with metal stamps.
The indentations left from the stamps are then filled with wood filler.
Once the filler dries, it is then sanded back with a damp rag, so that the filler only remains within the depressed areas.
The same process is repeated on the back of the headstock for the serial number.
And a second coat of oil is applied.
Almost forgot to make the pickup ring.
Anyway here it is (the bottom side of it anyway), better late than never.
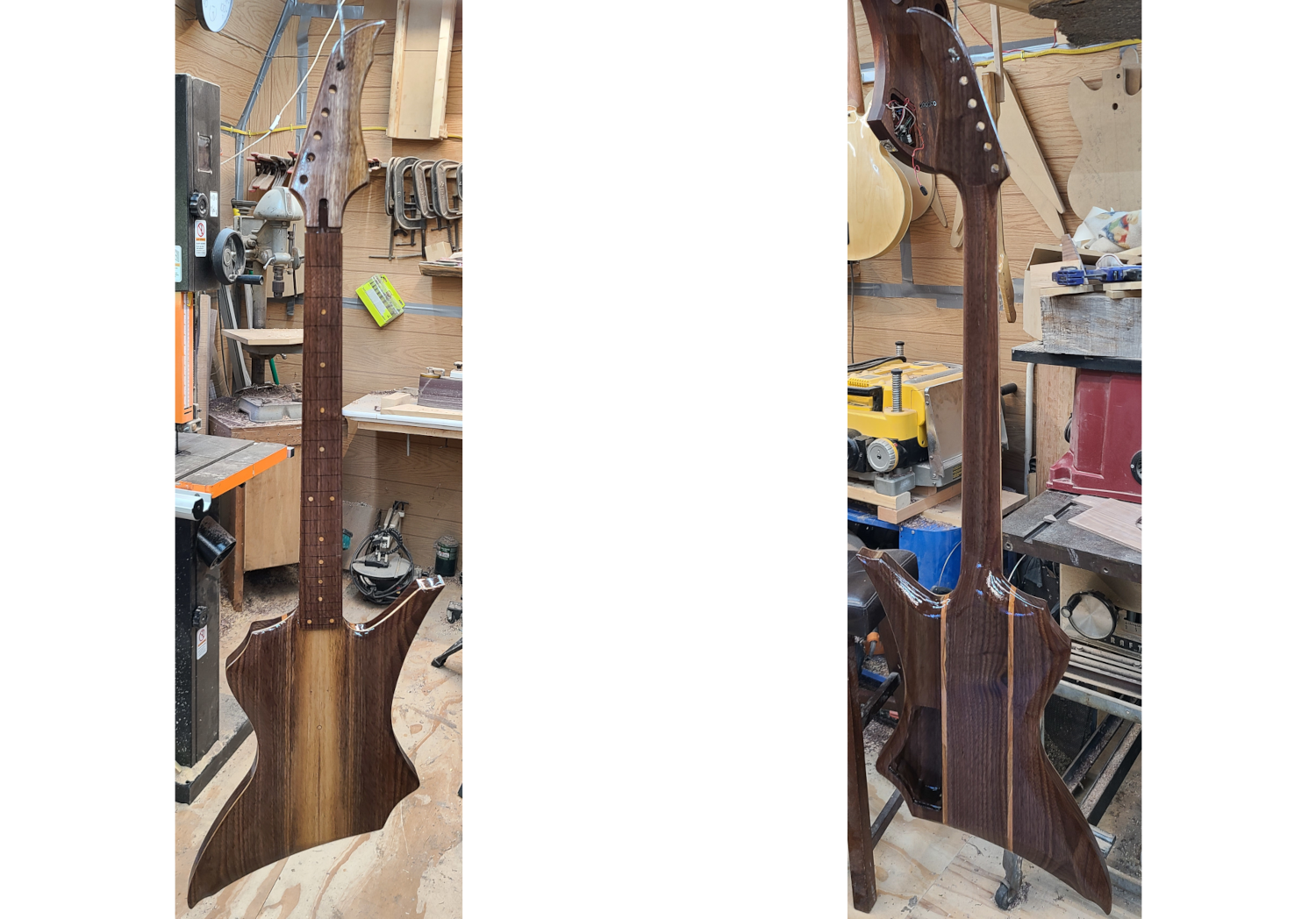
Fast-forward a little under 2 weeks – the finish poly is applied, level sanded and buffed out.
Now is a fine time to beautify the electronics cavities with some black carbon shielding paint.
Next the frets are installed and filed down.
The bridge is located and drilled for the studs.
Then the Baby Grand bridge is installed.
Then the flush-mount straplocks.
Good to go…but not so fast! The black pickup cover which we installed over the DP-207 pickup, has a VERY bad squealing problem.
The pickup feeds-back so much, that this is entirely unplayable with any sort of gain on whatever amp it is played through.
Also the black cover, in my opinion, didn’t look quite right with all of the hardware being gold.
So I logged onto the internets and ordered a new gold cover and a few pounds of wax.
The next morning, I concocted a double-boiler system, and this is what breakfast looked like.
I soaked the pickup in the wax on a low simmer for about 20 minutes, then removed it from “the Dip” (aka Toon Acid) and threw it in the freezer so the wax could harden as fast as possible without leaking out of the cover.
The above picture was taken after about 15 minutes in the freezer, and there is a considerable amount of condensation on it.
The pickup is then once again installed, with a push/push 500k pot that allows for series/parallel humbucking operation, and a gold output jack.
The wax potting was a success, as was the gold cover.