As always this was built using 100% local, ethically-harvested wood, with an ash neck (stringer + headstock), mulberry body wings, black walnut fretboard, and mulberry rear headstock veneer (more on that later).
While the body shape is derivative, the overall design is original in many ways.
From the offset asymmetrical compound neck profile to the 25" scale to the shallower string-through-body flattop bridge design, these details make it sound and feel like a completely different animal.
The Process:
Starting at the beginning (or close enough for what I could find on my camera roll), here is the ash neck right after the headstock was glued on at a 12-degree scarfjoint, then the back of the neck is cut out on the bandsaw.
This is done now to save some time later, since only less than 3/4" thickness will be needed to carve the neck.
Next the router cradle-jig is centered over the neck and clamped down.
And the trussrod slot is routed in several passes.
The rest of the routing is done to accommodate the trussrod nut, which is a width of 3/8" – a whole eighth of an inch wider than the rest of the trussrod slot.
Now that the trussrod slot is done and the stringer is roughly cut to size, the mulberry body wings now can be glued on.
Some walnut fingerboard blanks were previously milled, so once the board was slotted for a 25" scale, the width was then marked out from the center.
Overall the finished width will be 21/32" at the nut – halfway between the two commonly used nut widths, and 2-1/4" at the 22nd fret.
These two numbers are the usual go-to specs that I use, as it’s the perfect in-between between narrow and wide, and accommodates a 2-1/8" bridge quite nicely.
Of course, the walnut fretboard will be bound in ash, so the above measurements were further reduced by 1/8" (subtract 1/16" per side).
Unfortunately I didn’t get any pics of the fretboard binding process.
Since the binding pieces were glued onto the board much larger than the finished product, after the wood glue was dry, the excess was cut off with the bandsaw.
And the binding sanded flush to the front and back edges of the fingerboard.
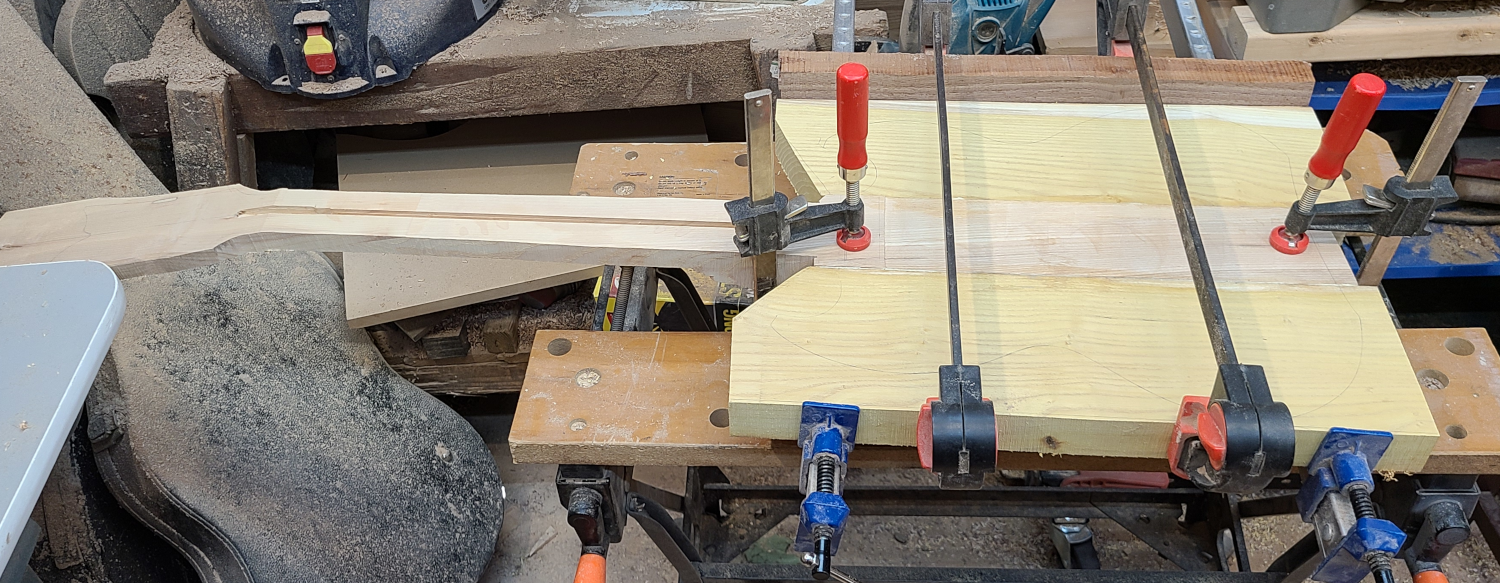
With the glue on the body wings dry, the shape is marked out and cut to within 1/8" of the line
Now the fingerboard binding is done, and this is starting to look like a guitar.
Taking a quick break to level out the stringer to the wings.
A cabinet scraper works awesome for this, checking periodically by laying a straightedge across the grain, until the entire top surface is flat.
Time to route the body!
A template is stuck to the back of the body, aligning the centerline on the template to the centerline on the body.
Body is routed, here’s the progress so far.
As I was thicknessing the headstock, I found an ugly blemish in the back of the headstock, in the form of a knot that was hidden on both sides.
Figuring it would be best to cover this up, the headstock was planed thinner by an eighth of an inch, to make room for the 1/8" piece of mulberry back veneer.
Not to worry, back caps are common on 3x3 headstocks.
Nice shot of one of the guard dogs (Viz) in the background.
Back to fingerboard prep, specifically drilling the 1/4" fret markers.
Filling the aforementioned holes with mother-of-pearl flakes, up to about 3/32" from the top of the board, which is still unradiused at this point.
With the shell flakes in the holes, I mixed up 1oz of epoxy and drizzled it into the inlay holes, over the shell flakes.
On the higher frets, teflon fret dam slices were needed to make sure the epoxy stayed out of the fret slots.
This was left overnight for the epoxy to cure, and the next day this is how it looked with the epoxy sanded flat.
Also some naphtha was applied to the entire board, to get a sneek peak as to what it’ll look like once coated in finish.
Here’s the headstock cap, which is now glued to the headstock.
Time to route the headstock!
By now, technically the fingerboard can be glued on, but that’s going to tie-up not just the guitar, but also clamps and shop space.
And the day is young, so I’ll save the fretboard gluing for the very end of the day, and get some more work done on the body in the meantime.
After deciding that 45-degree beveled edges would be the way to go on this build, I thought of ordering a router bit, but also didn’t want to wait for it to show up.
So, in this pic, the top, back, and sides of the body are marked with lines 1/4" from the edge.
These lines let me know where to stop the bevel, and since they’re the all located the same distance from their respective edges, as long as I follow the guidelines, the bevels will end up at a true 45-degree angle.
The bevels are roughed in and only need to be slightly cleaned up with sandpaper, which will happen later in the build process.
Finally it is the end of the day, and it’s time to start working on attaching the fingerboard.
Pictured above is the fretboard being temporarily clamped in place at the center of the neck, while 1/16" holes are drilled at the 3rd and 19th frets.
Small pins will be inserted into the holes, through the walnut and into the ash neck underneath, to keep the board from drifting off-center during operation glue-up.
Gluing the fretboard is the final act of the day.
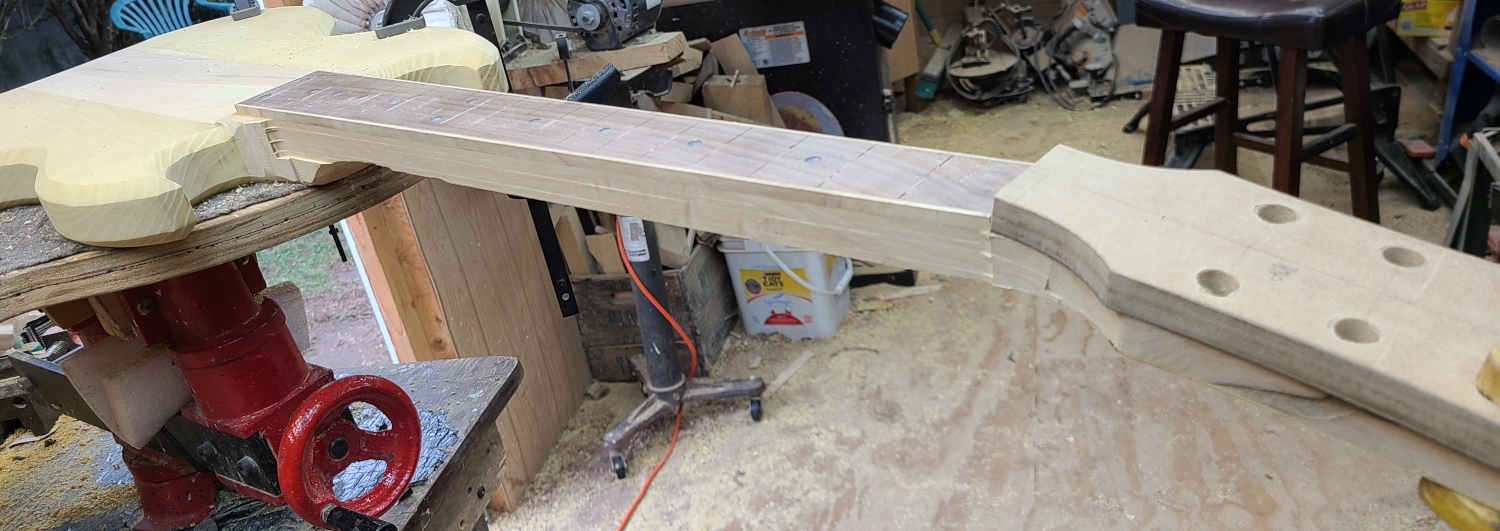
The following day, the clamps are removed and the neck is routed flush to the fretboard, as well as the volute area is routed to within a very small margin of the final shape.
The final shaping of the area between the neck and headstock, on both the front, and back volute area, will be done with hand tools.
Now we will commence the neck carving ceremony, with our double benchvises in order and ready to rock.
But wait!
Almost forgot to radius the fretboard, which will be at a 12" radius.
Board is radiused, and looking good.
NOW we carve the neck.
Here the benchmarks are being roughed in with a the file.
Benchmarks are done, now moving on to the in-between parts.
By now, most of the neck is carved and sanded out to 120-grit.
Next up is chiseling and carving out the heel area, where the neck meets the body.
This area is very important, and one of the first places I look at when assessing a guitar’s general build quality.
As an aside – the old neck-through-body BC Rich instruments from the 70’s and early 80’s had excellent craftsmanship in this area (and overall).
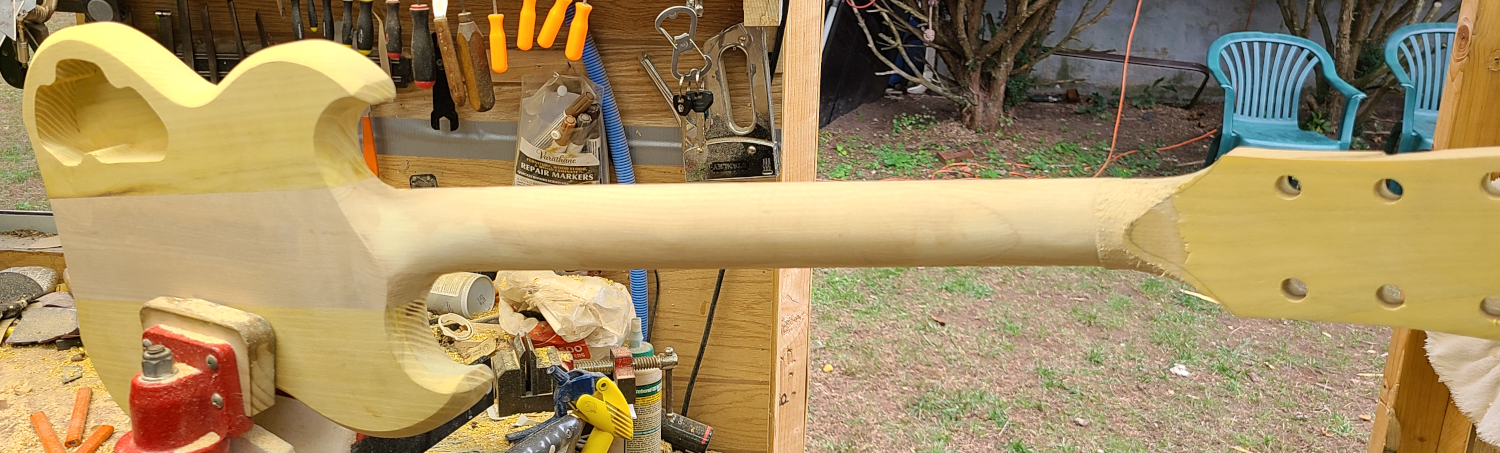
The heel area is done, and now moving on towards the volute area.
Volute is done, and I am satisfied with how clean it came out.
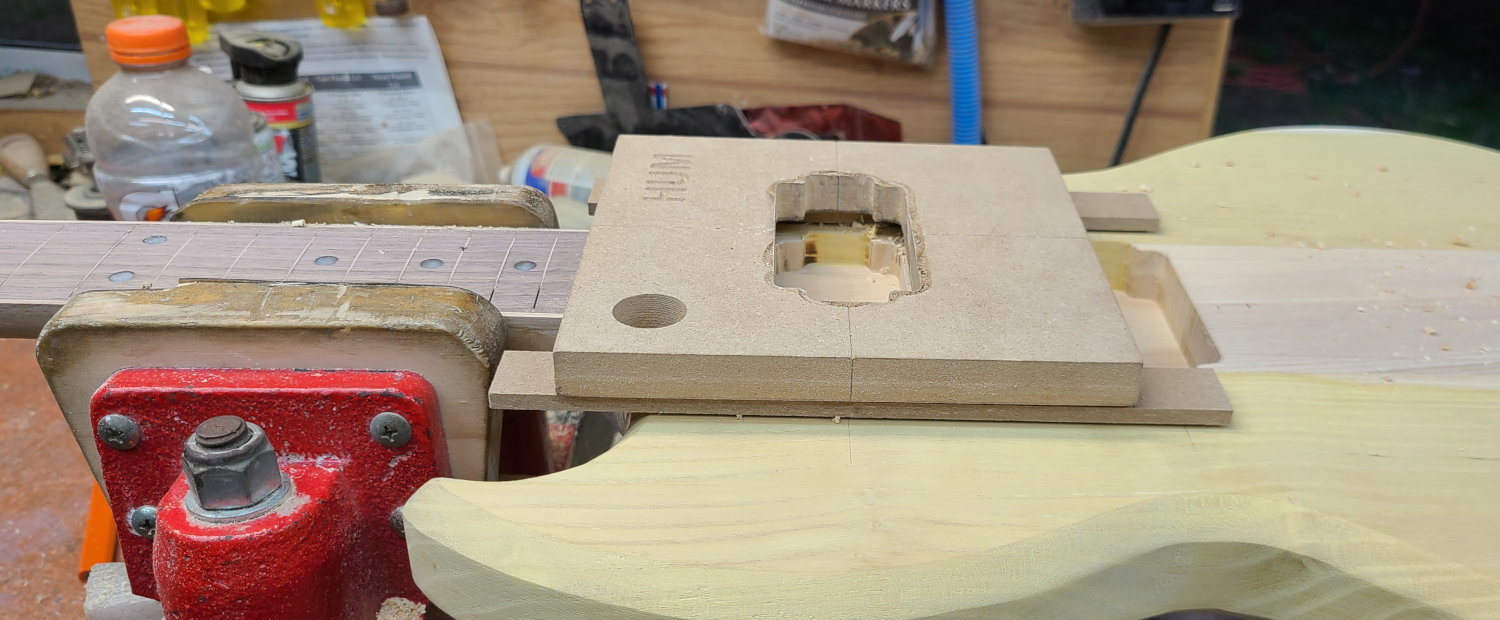
Next up are the humbucker routes.
For the neck pickup a pair of 1/4" thick shims were used to lift the routing template up over the fingerboard.
Pickup routes are now complete.
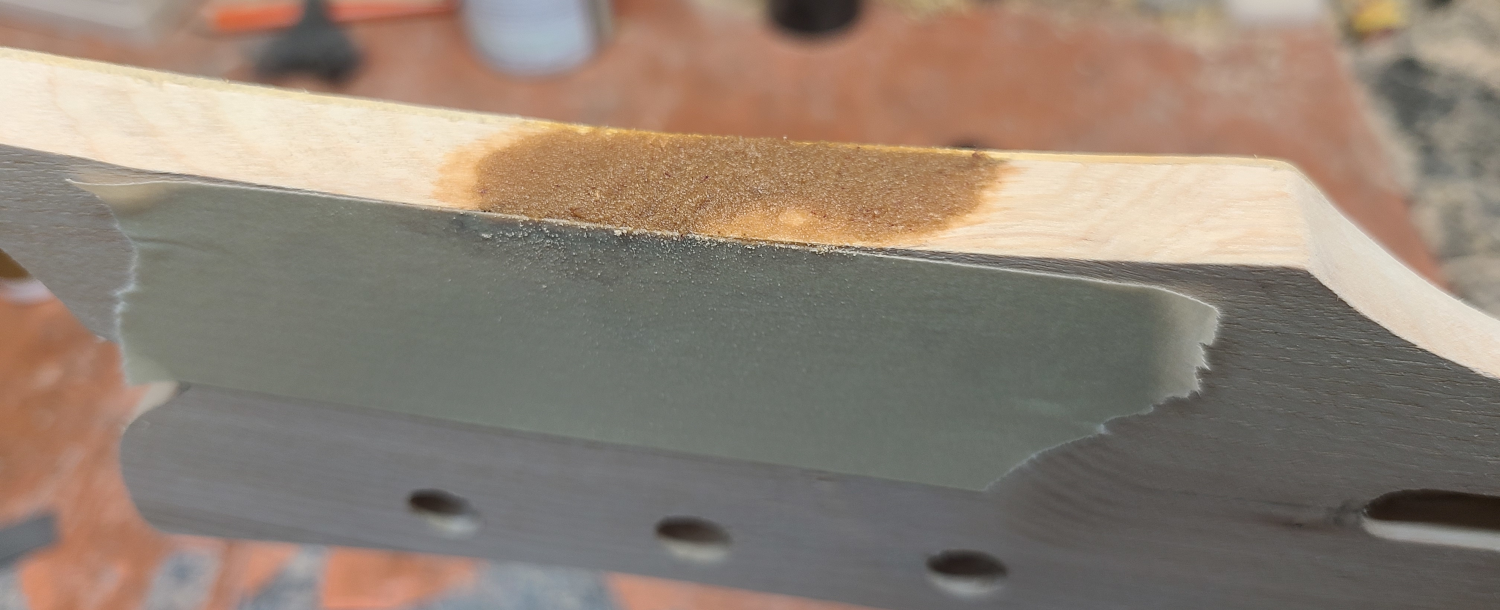
There was a bad wormhole on the side of the headstock, which wasn’t obvious until the headstock was cut and shaped.
This will be filled with sawdust and superglue, then sanded flat with the surrounding areas.
The first step is to make a dam with masking tape, to hold the sawdust in place while the CA glue wicks into the sawdust creating a hard filler.
Notice the ash dust on the piece of paper just under the headstock.
The dust and glue mixture is built up in a mound and will be left overnight to cure.
The following day, all of the transitions are cleaned up and the entire guitar is sanded out to 220-grit.
The only surface that won’t be getting painted is the fingerboard, so it is taped off for the following step.
Although the fretboard will not be getting spraypainted, the edges of the binding will be stained black, and the entire fretboard will get clearcoated.
The entire guitar is sprayed with flat black enamel spraypaint.
While the undercoat is drying, it’s time to make the control cavity cover.
The cover is made from 1/4" thick mulberry, after picking through lots of scrap pieces to find a piece with similar grain to the body.
I usually wait until the cavity cover is thicknessed and finish sanded before routing the cavity cover ledge into the body, so that the ledge depth the measurement is exactly the thickness of the cover.
This method allows for less measuring, and thus less mistakes.
A quick pit-stop was made at “stamping the serial number ‘MANITOU’ logo” before proceeding with the grain filler.
The recipe for the tinted wood filler consisted of some alcohol-dissolved yellow + brown analine dye, mixed gently into a dixie cup of sheetrock joint compound.
Aka spackle.
A former classmate from luthiery school turned me onto using joint compound as a grain filler, and seriously, it’s great.
This stuff looks gross as hell, the halfway between mustard and peanut butter, but it does a great job of sitting in the pores of the woodgrain.
Both ash and mulberry are ring-pored wood, so the aesthetic possibilities are near-endless.
The following day, the orange grain-filler is taken back with a damp sponge, and this is the result.
Note that this is still pre-clearcoat, so the contrast isn’t all there yet.
Now the side markers can be installed.
The side dots are just standard 2mm white plastic cylinders that get pounded in, then cut back and trimmed flush.
Doing this after the color coat, before the clear coat, ensures that they will be very highly visible to the player.
Ready for clear!
This is after the first of three coats of vinyl sealer.
Both the fingerboard and the rest of the body looks much darker now.
The orange filler came out exactly the way I wanted it to.
After the third coat of sealer is on, the guitar is left overnight to ensure the sealer is fully hardened.
The next day, the whole instrument is scuff-sanded with a plastic scouring pad, and the Brite-Tone clear coat is applied.
Here’s a closeup of the front face of the body.
The mother-of-pearl inlay material will only get more sparkly as the finish coats are built up, and finally buffed out.
All the finish is on.
Level sanding and polishing the finish.
Shiny!
The back of the neck was left satin, for faster action.
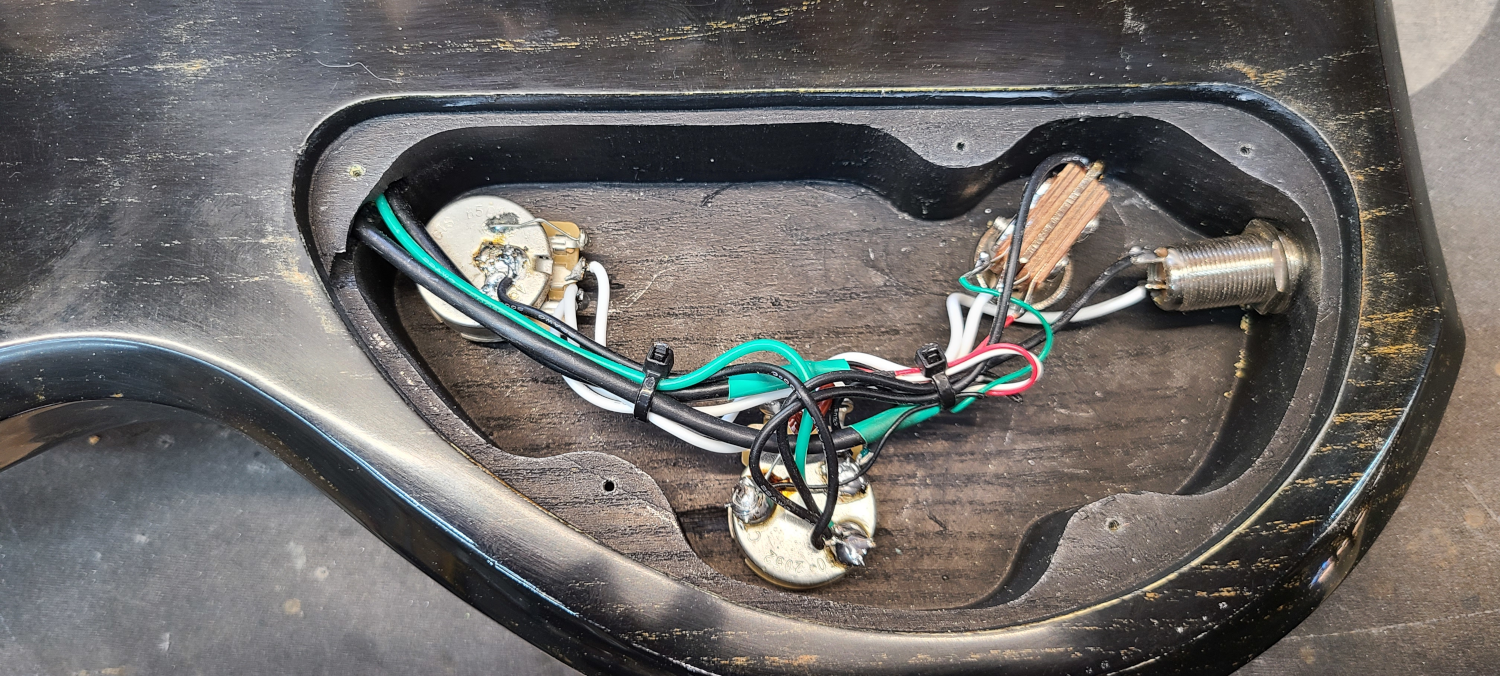
Bridge, electronics (except the pickups), tuners and frets are installed, and the electronics routes are all shielded with carbon paint shielding.
Now that the pickups are wired in, the final setup process can begin.
All set!
This Manitou MG has unparalleled resonance and tone, and quite impossible to describe in words.
Video coming soon!