For the updated version of the MG-V, we took the old template and made a few changes, including switching from the 3+3 headstock to a reverse inline-6.
Originally this was going to be entirely made out of mulberry, but due to the “less than straight” results of our prior mulberry neck endeavors, it was too risky.
So instead of wasting a bunch of time on a neck wood that is a long-shot for staying straight over the long term, we decided to make the neck stringer from “ol’ reliable” black walnut.
So the result has a spalted ambrosia maple top, black walnut neck-stringer/fretboard/headstock, and mulberry body wings.
The neck specs include a slightly thinner-than-usual compound asymmetrical neck profile, a 12" radius, and 25" scale length.
The Process:
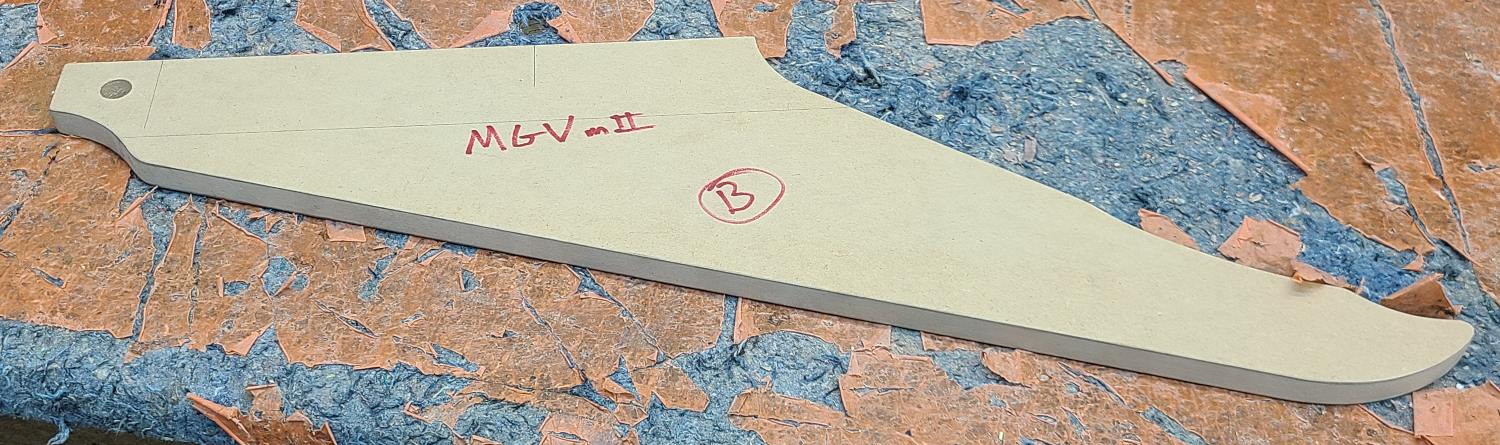
This is the modified body shape…half of it anyway.
Only a half-template is preferred over a full-template, that way the body has a better chance of being as close to symmetrical as possible.
The previously used V template needed a refresh but also…tweaking out new body shapes is insanely fun.
Here’s the wood for the original vision.
The mulberry stringer is quartersawn from a large billet, while the body wings are plaincut from much smaller billets, presumably from the top portion of the trunk.
The wood pictured above has been milled to thickness via the planer.
Next the cap is prepped.
The piece is cut to an oversized shape, then both sides of the 1-1/4" billet are planed flat in preparation for resawing.
After resawing down the center, the saw marks are planed out and the result is a 1/4" thick bookmatch.
A piece of masking tape was added over the seam to prevent squeezeout and keep the two pieces aligned during the gluing process.
Notches are cut out of the outer sides, so that the clamps can apply pressure perpendicular to the glue joint without getting squirrely.
The bookmatch is glued and left overnight to dry.
The following day, the clamps and masking tape are removed and the seam is scraped flat using a card scraper.
While the seam isn’t totally invisible, it is really hard to see.
At this point, the decision was made to switch the stringer over from mulberry to black walnut.
The neck stringer is being shimmed into place with hot glue so it’ll stay perfectly flat while the top surface is being run through the planer.
Oops the piece is too tall to fit into the planer!
The max height is just over 6", so it is clamped into the vise sideways and the aluminum guide is clamped on.
Then the circular saw is run down the surface to take it down to a consistent height of 5".
By now, all four sides of the stringer are planed flat, straight and true.
The neck, body, and scarf-joint (headstock) areas are removed from the billet.
The piece that was removed from the back of the neck is then milled down to 3/4", and both the stringer and headstock pieces are prepped for a 12.5° headstock angle.
Gluing the headstock on with cam clamps, while 2 metal pins on either side of the joint keep the two pieces from slipping past one another.
Next, with the bandsaw, some steps are introduced into the outside edge of the mulberry body wings, to assist with clamping/gluing the body together.
Moving onto the fingerboard prep; this piece came from a different walnut log.
Several billets were picked through until I found one that was cut perfectly on the quarter.
This is crucial to have a quartersawn fingerboard, so that it’s stable in holding the string tension.
In the above pic, it is getting prepped for the top and bottom surfaces to go through the planer, then a fingerboard cut out, then planed, then resawn, rinse and repeat until several fingerboards are cut out.
With the newly minted fingerboard milled down to 1/4" thickness and one edge planed square, 2 cuts at a depth of 1/8" deep and just over 1/8" apart.
This will be for the reconsituted MOP dust inlay.
Here I’m using a Japanese chisel to remove the wood from the center channel between the saw cuts.
For the inlays themselves, the fret slots were marked out in pencil, then the triangle markers were drawn on, then finally the triangles were cut out with a chisel.
It became hard to see the pencil marks especially on the smaller inlays, so some masking tape was applied over the pencil lines to make the layout more visible.
The triangles are cut!
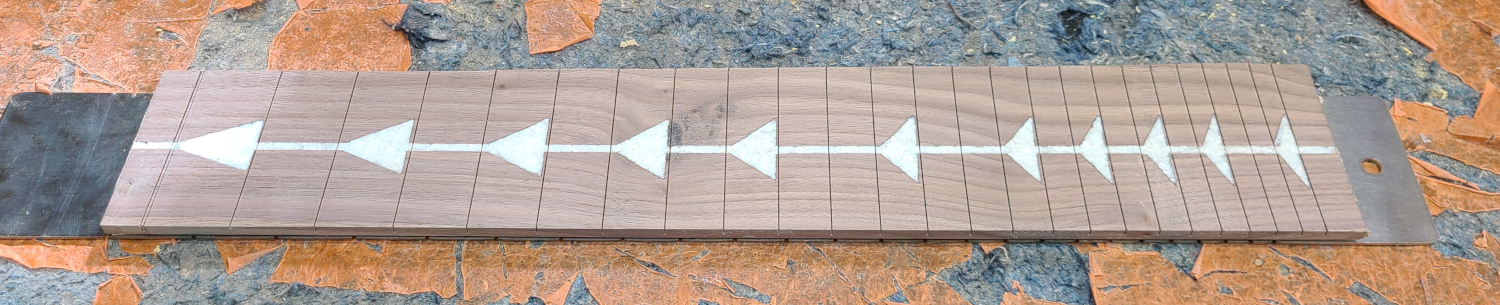
Next the channel and triangles are filled with genuine mother-of-pearl flake.
Then some thin CA glue is wicked into the shell and left to dry.
Once the glue is dry, the top of the board is sanded flat and the result is pictured above.
OOPS
Going back to the stringer, the neck-side of the scarf joint is planed and sanded flat, as well as either side of the scarf joint.
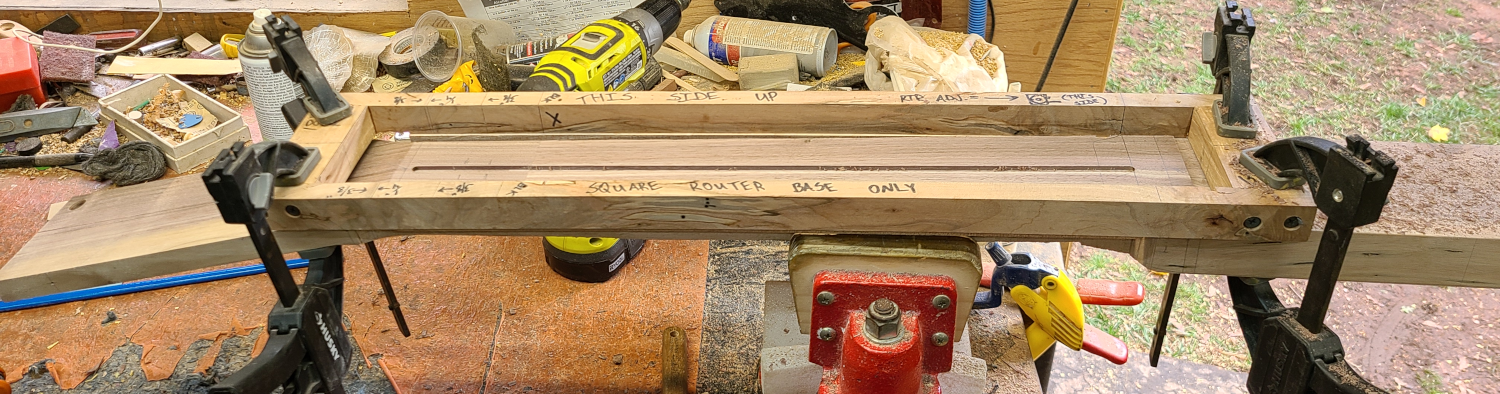
Before the fretboard can be attached, the trussrod slot must be routed.
Here the cradle is clamped firmly centered over the top of the neck, matching up the centerline on the cradle to the centerline on on the face of the neck.
The router base is guided between the rails, resulting in a perfectly centered trussrod channel route.
The main part of the trussrod is routed, and for the part that needs to be routed slightly wider to accommodate the trussrod nut at 3/8", will have to be done later.
Since the headstock area is too wide for the cradle to fit down over, this means that the rest of the trussrod slot will have to wait until the headstock is done before it can be completed.
The final act for the day (since it’s getting late at this point) will be to get the body wings glued onto the neck stringer.
The neck is already flat, straight and true from being planed, so the mulberry body wings must be hand-planed flat as well.
Aside from the body wings, an additional wing is needed for the headstock, that will be attached to the bass side in order to accommodate the reverse 6-inline headstock.
The next day, the clamps are removed and both the body and headstock is rough-cut to shape.
Jumping back to fingerboard prep, the fretting template is taped to the fretboard at the exact location required for the inlays to be centered between the fret slots.
The reason that the slotting must be done AFTER the inlays, in this case is because when the glue was poured into the area holding the MOP dust, the glue was so fine that it would have filled the slots, which is clearly not good.
Doing the slotting in this order, however makes it so that the slots only have to be cut once, and the blade goes right through the pearl without issue.
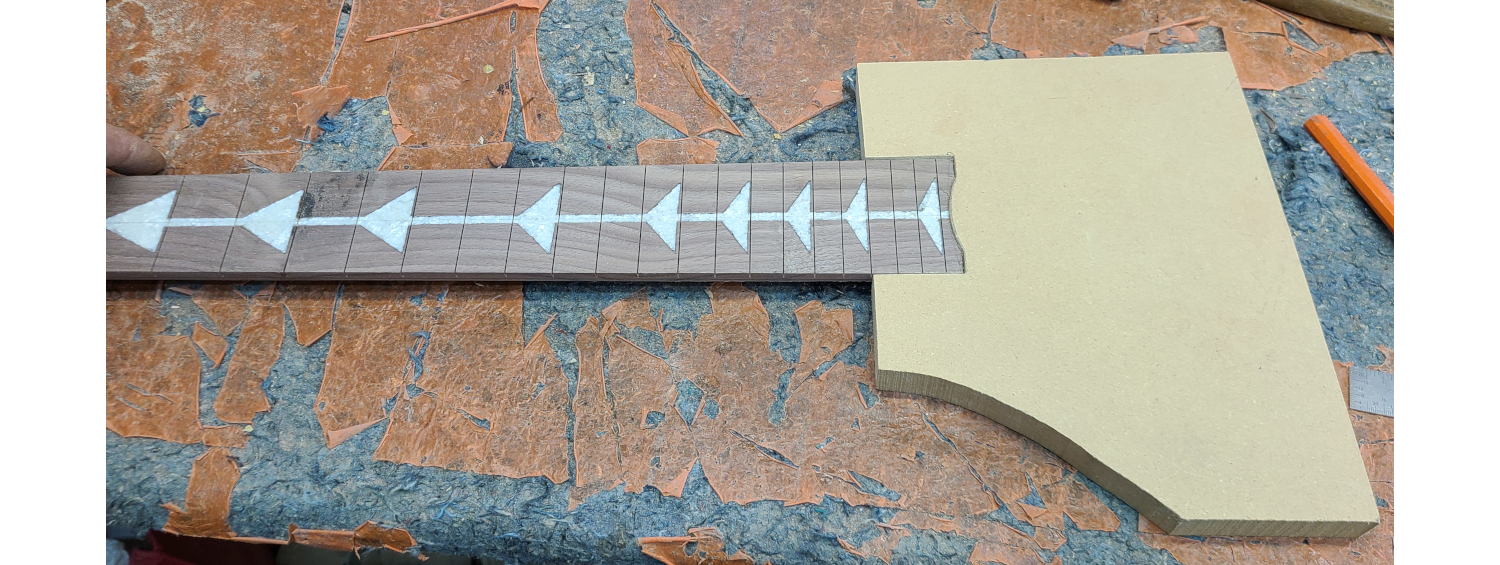
Then the fingerboard is cut to shape, referencing the centerline of the MOP channel.
Next up is first shaping the edge of the board just past the 24th fret then making a “negative” template out of MDF.
This template will be used later, for cutting out the area of the maple cap where the neck meets the body.
Now the headstock can be routed to final shape, which eliminates the last barrier to finishing up the trussrod slot.
Drilling out the tuner holes, using the headstock template as a guide.
Headstock looks good.
Now to finish up the trussrod slot.
The piece of white plastic clamped in the center of the neck was used as a router stopper.
Because multiple passes with the router were required, a consistent stopping point was needed here.
One of the final prep items for the fretboard is drilling out and installing the white side markers (dots).
Masking tape was added to the sides of the fingerboard and a couple of other areas where glue may potentially seep onto.
Because the sides of the fretboard are referenced when cutting the neck flush underneath, it makes cleaning up the dried squeezeout slightly less of a headache.
And as always, the trussrod channel remains covered by a thin strip of tape until the glue is spread out evenly across the top surface of the neck.
The fingerboard is glued and clamped, now it will sit overnight like this while the glue hardens.
The next morning, all of the clamps and tape is removed, and the neck is routed flush to the edges of the fingerboard.
The area of the neck where it meets the body must be chiseled out by hand.
Satisfactory.
Next up is the maple top cap.
Using our template, the neck pocket is routed out of the top cap.
The dry-fit looks good.
But because it is still quite early in the day, there are other things that can be accomplished before the guitar is relegated to the gobar deck.
For example, the fingerboard that was glued on last night can be radiused.
Since the bridge we are using is at a fixed 12" radius, the fretboard must match.
There are a few minor wormholes in the cap, which must be filled so that the glue doesn’t seep through.
Glue seepage in this area is a problem not just for cosmetic reasons, but also because it makes the clamping caul (used to spread the pressure of the gobars) very hard to remove.
The cap can now be glued!
Evidently I used too much glue, although it is good to see lots of squeezeout here, since that’s the sign of a tight glue joint.
There was a part of the bass wing that was hanging off of the deck, so cam clamps were used here instead.
The next day, the guitar is liberated from the oppressive gobar deck.
The half-template is stuck to the back, and the body is routed to final shape.
Several different bits had to be used, in different directions in different areas depending on grain direction, to avoid tearout.
But the absence of tearout within the final product was worth it.
Next up is the binding.
In order to tie together the body, neck and headstock, the outside of the body will be bound in walnut.
After cutting thin strips with the bandsaw, the pieces are further thicknessed with the drum of the edge sander, guided by a straightedge.
It may look a little wacky, but this method yields excellent results when fabricating thin strips of binding.
The binding ledge is routed along the outside top of the body.
This area was tricky and had to be done manually with a chisel.
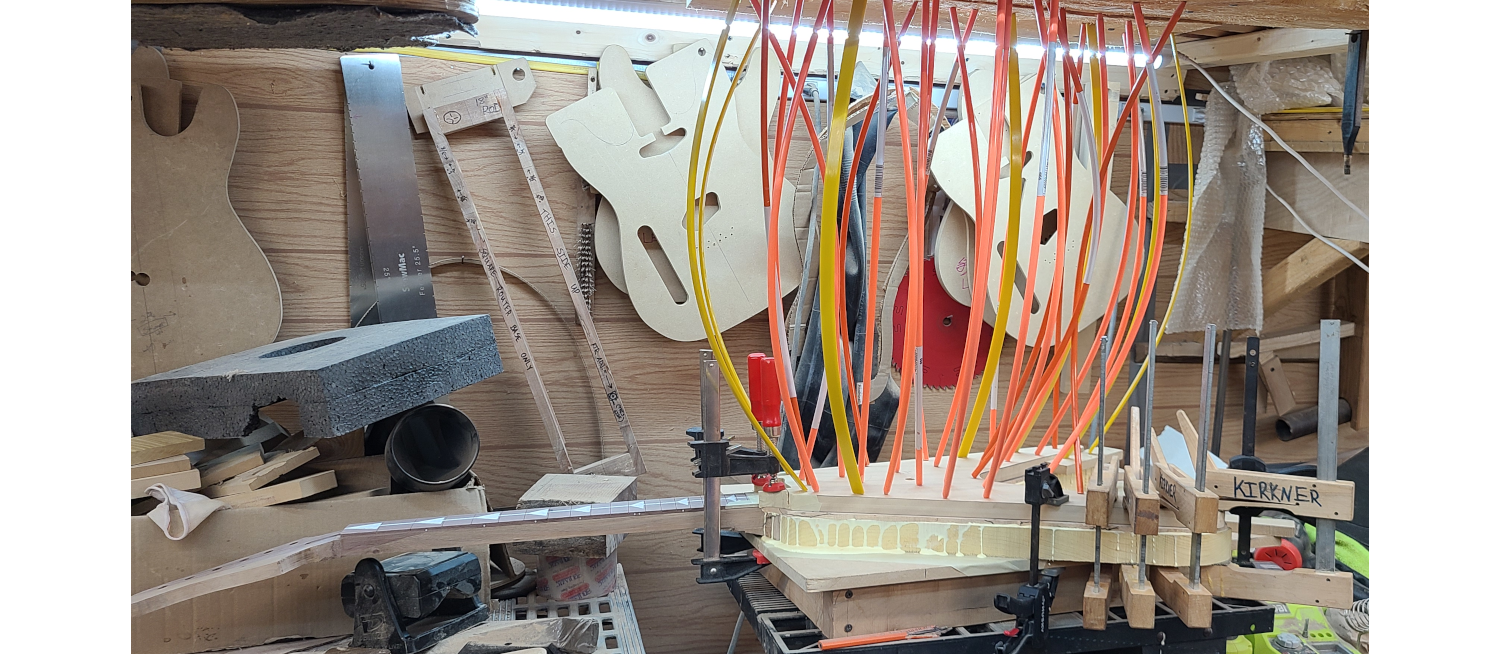
Pictured above is the steam-bending station, all set up, and looking super high-tech.
This walnut bends very easily, and is a joy to work with.
For the crotch binding I ran out of reinforced packing tape and had to instead use ducttape.
The ducttape worked fine, however.
Only a couple of places had gaps, which is to be expected when doing wood binding.
Some fine walnut dust and thin CA glue fixed it right up.
It is now time to carve the neck.
This neck will be slightly thinner than the others, and with the standard asymmetrical compound neck profile as the other Manitou guitars.
Benchmarks are good.
After the benchmarks were connected.
Now it’s just a matter of sanding and smoothing.
Decent.
Carving the volute area.
At this point I am pretty burnt out on neck carving, so before I leave for the day, I’ll finish off the cavity routes, starting with the control cavity.
Here the template is stuck to the body, and I’m clearing out material with a forstner bit.
The cavity and cover ledge are done.
Kind of hard to see, but the body is laid out with centerlines for the neck, pickup routes and bridge.
And finally the pickup cavities are routed.
This guitar is getting two humbuckers.
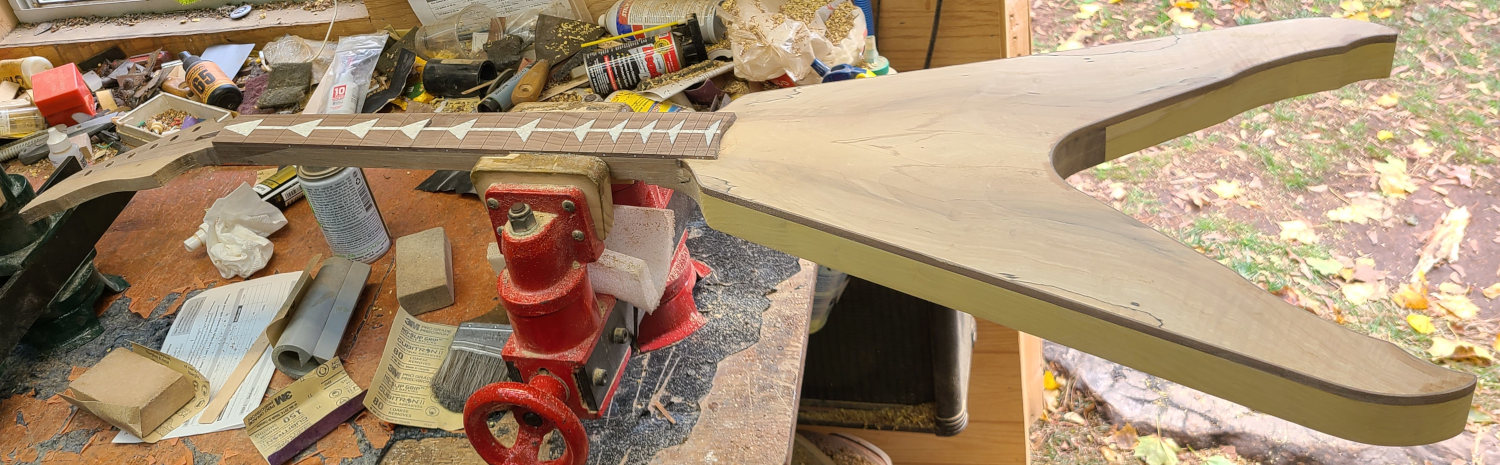
Here is the progress so far!
Because this is a 24-fret fingerboard, we want to make sure that the uppermost frets are not only accessible, but reasonably comfortable.
So more wood was scooped out of the heel on the treble side.
Next up is the bellycut, which is first drawn onto the body with pencil.
Then the area is “hogged out” with a rasp and card scraper.
Finally the entire body is sanded out to 180-grit, as the final prep before the finishing process starts.
The mulberry is going to get a stain, so the walnut (and maple) are now taped off to protect them from drippage.
In an effort to lessen the effects of the mulberry changing color over time (from green to brown), it was decided to pre-stain the mulberry to the color that it will change to.
The pores look pretty cool with the excess stain wiped away.
Time to apply the oil undercoat!
Oiling the top now.
The oil undercoat is fully applied, then the 15 coats of Brite Tone finish.
Finishing is rather boring and uneventful, so let’s jump to the finished product!