This is very similar to the previous Ishtar build but with a few changes, most notably the absence of fret scalloping, and the use of rosewood binding instead of purpleheart.
The Process:
For some reason, this build started with the cap.
This billet is about to be sent through the planer to have both its top and bottom sides planed flat.
After the billet is planed, it is resawn into 2 halves, both at roughly 1" thickness.
Each half will then be resawn again, so each billet represents its own guitar top.
The specific billet is selected, and one edge is planed flat, at as close to a perfect 90 degree angle as possible.
This step isn’t necessarily required, but it does make the resawing/bookmatching process go a little more smoothly.
The billet is then resawn in half, with each half being roughly between 5/16"-3/8".
This is backwards – the edge(s) that were block-planed are supposed to be on the inside – but I saw a face in the wood towards the top.
Then the pieces are glued together in the bookmatching deck, and left for a couple days to dry.
While the top is drying, I start prepping some ash billets for the body wings.
The ash body stock is planed to 1-3/4" then set aside for later.
The neck stock started as a piece of maple roughly 2" x 3-1/2" x 40" then cut 1/4" off of the top of the body side (to make room for the cap) and cut off the back of the neck, leaving roughly between 3/4" and 7/8" of material.
Then the scarf joint area was calculated and a 13-degree headstock angle was hand-planed into the end, leaving about 18-5/16" for the length of the fingerboard.
The scarf joint is then pinned, glued, and clamped.
The clamps are removed and this is the result.
The headstock looks ridiculously long, however it was intentional, since the headstock wings will later be cut from the headstock piece.
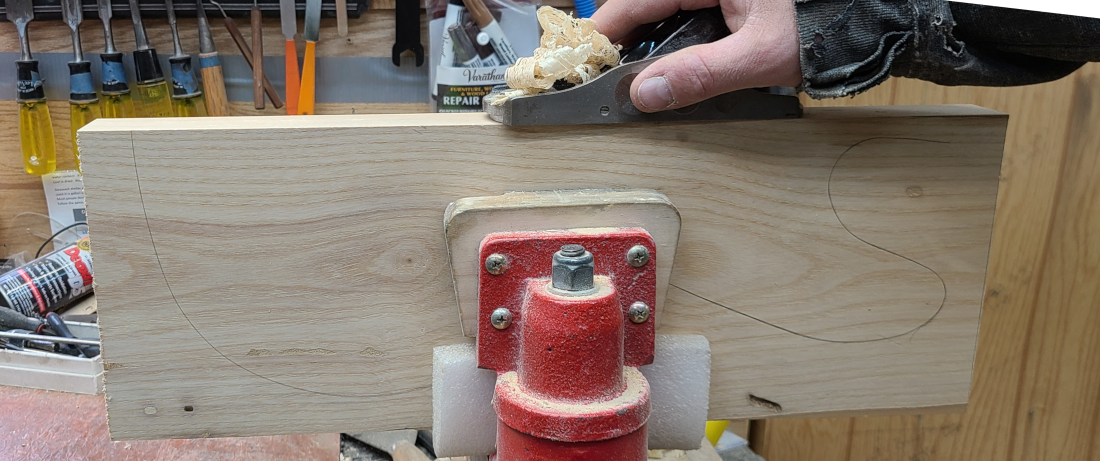
The “extra” wood from the headstock is sanded until there’s about only 1/16" of material overhanging.
The rest will be planed down by hand, until the top of the neck is perfectly flat.
Now back to prepping the body wings.
One side of each wing gets hand-planed flat at 90 degrees relative to the face.
This surface will be glued to the neck stringer, so it is very important that it is as close to perfectly flat and straight, as possible.
Otherwise, there will be ugly gaps, and overall resonance of the instrument would be negatively affected.
90 degrees is required here so that the face of the body remains flat, and so the cap can sit flat atop the body without any gaps.
I have found that the block plane yields the best results – especially with ash wood.
Once the wings are properly sorted, I then drill the dowel holes into the neck stringer.
Then repeat the process for the body wings.
The dry-fit looks decent.
Time to glue it up.
The headstock is measured with the template, and whatever material that needs to be added to the headstock is done so at this time.
Titebond 1 is applied and left clamped for 24 hours.
After the glue is dry, the clamps are removed and this is the result.
The headstock is then rough cut to shape.
Followed by the body.
Now is a great time to plane the neck to a consistent 3/4" thickness.
Next the headstock template is attached to the headstock.
The headstock is then routed to shape.
On to the fingerboard prep.
This piece was milled a couple months ago, and needs one of the edges to be straightened, so the fretting template can sit along this edge.
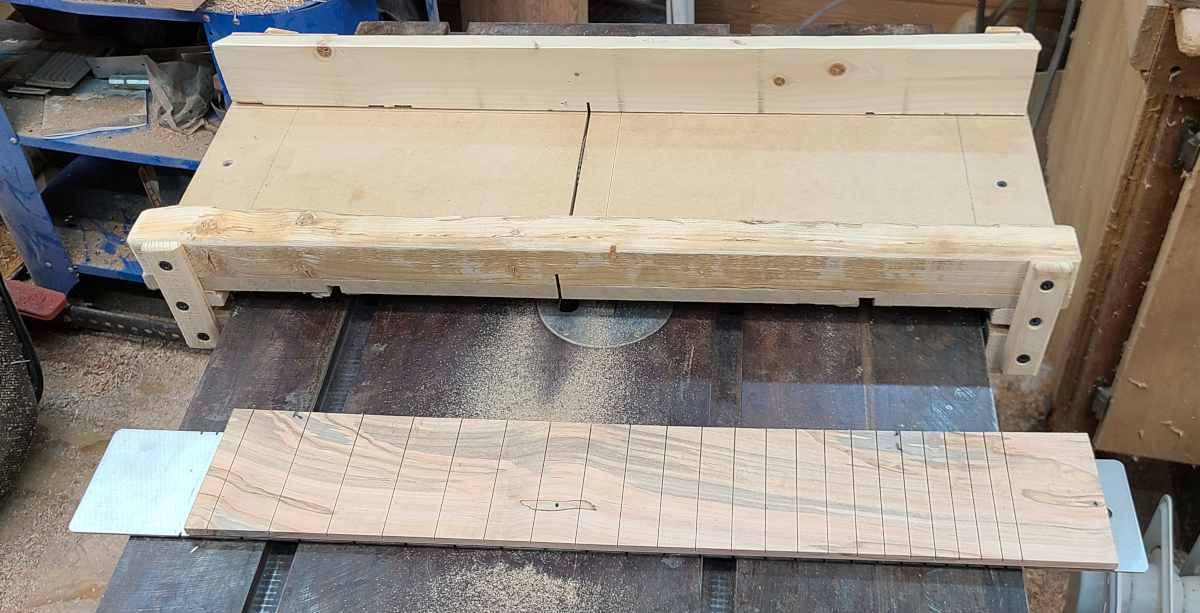
The fretting template is then attached to whatever side was just straightened, and placed into the fretting sled, then slotted for 22 frets.
The template is removed, and the piece is cut with the bandsaw to within 1/16" of the final dimensions, minus the binding.
These cutoffs will be set aside, since they will be useful for subsequent gluing of the fretboard binding.
Once the fretboard edges are block planed, it’s ready for the rosewood binding.
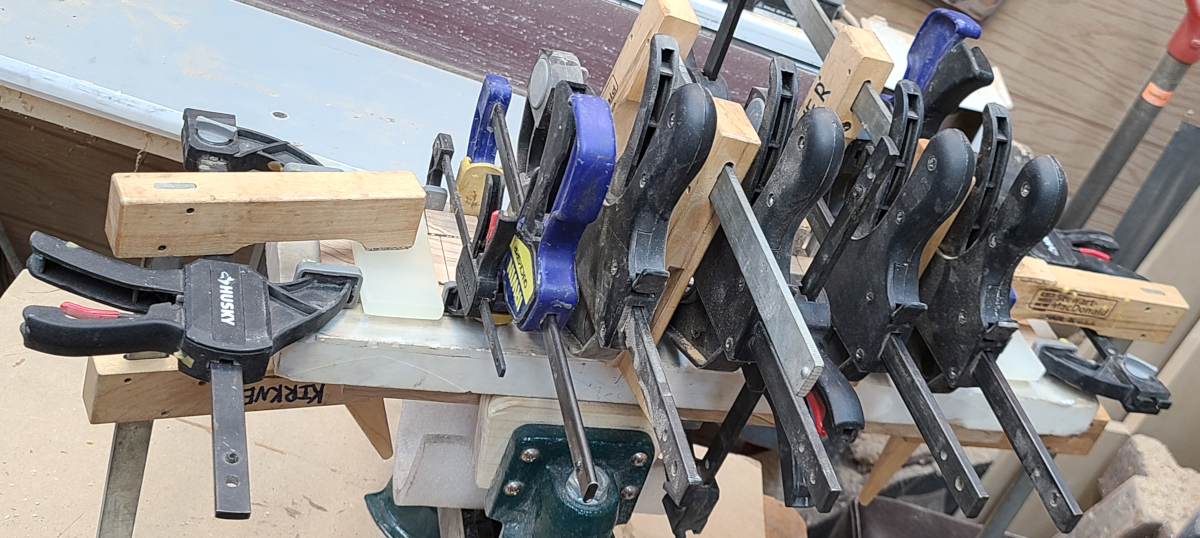
Gluing the fingerboard binding.
The white pieces are chunks of a plastic cutting board, that work great as clamping cauls since the glue doesn’t adhere to it.
As the binding is drying, I route the trussrod slot into the neck.
This jig is just wide enough to fit the router base, and just long enough for the trussrod length, which saves a considerable amount of time.
Fingerboard binding is dry, and the binding is then leveled flush with the fretboard.
Next, the end binding cap for the fingerboard is glued in 3 pieces.
The binding is then sanded on a marble plate covered with sandpaper, so that it looks seamless, as though it was done in a single piece.
Next up are the fingerboard markers.
Laying out X’s is the standard way of doing center dots.
The intersections of each X are marked with an awl, then drilled out with a 1/4" forstner bit.
Afterwards, 1/4" rosewood plugs are cut out of a piece of scrap, leftover from the binding.
Before the face markers are glued, the side dots will be done first.
The side dots are glued in, then scraped flush with a razor.
With that out of the way, the face dots are glued into place with CA glue.
The glue is left for a few hours to dry, then sanded flush.
The last thing to prep on the fingerboard, is to pore-fill it.
The only purpose this serves is stopping the glue from seeping through the worm holes to the front of the board, since the wood glue dries to a drab brown color, when the rest of the holes will be black.
Before the fingerboard can be glued to the neck, the headstock binding must be glued, at least the part where it dives into the neck beneath the fingerboard.
For this to happen, the width of the neck must be taken down to within 1/32" of the fingerboard.
It is only imperative that the area of the neck at the first couple of frets is within 1/32", since the headstock binding doesn’t go farther than that.
The binding itself is 1/16", so half the thickness of the binding (1/32") is sufficient for this.
Then the transition area from the headstock to the neck, the area around the nut is blended.
The taper is more apparent with the fingerboard in place.
The next step is routing the binding ledge on the headstock.
Because the binding ledge tapers up the neck, a 13 degree block was necessary to support the router base.
At this point, I’m just going to install the bare minimum of binding in order to get the fingerboard glued.
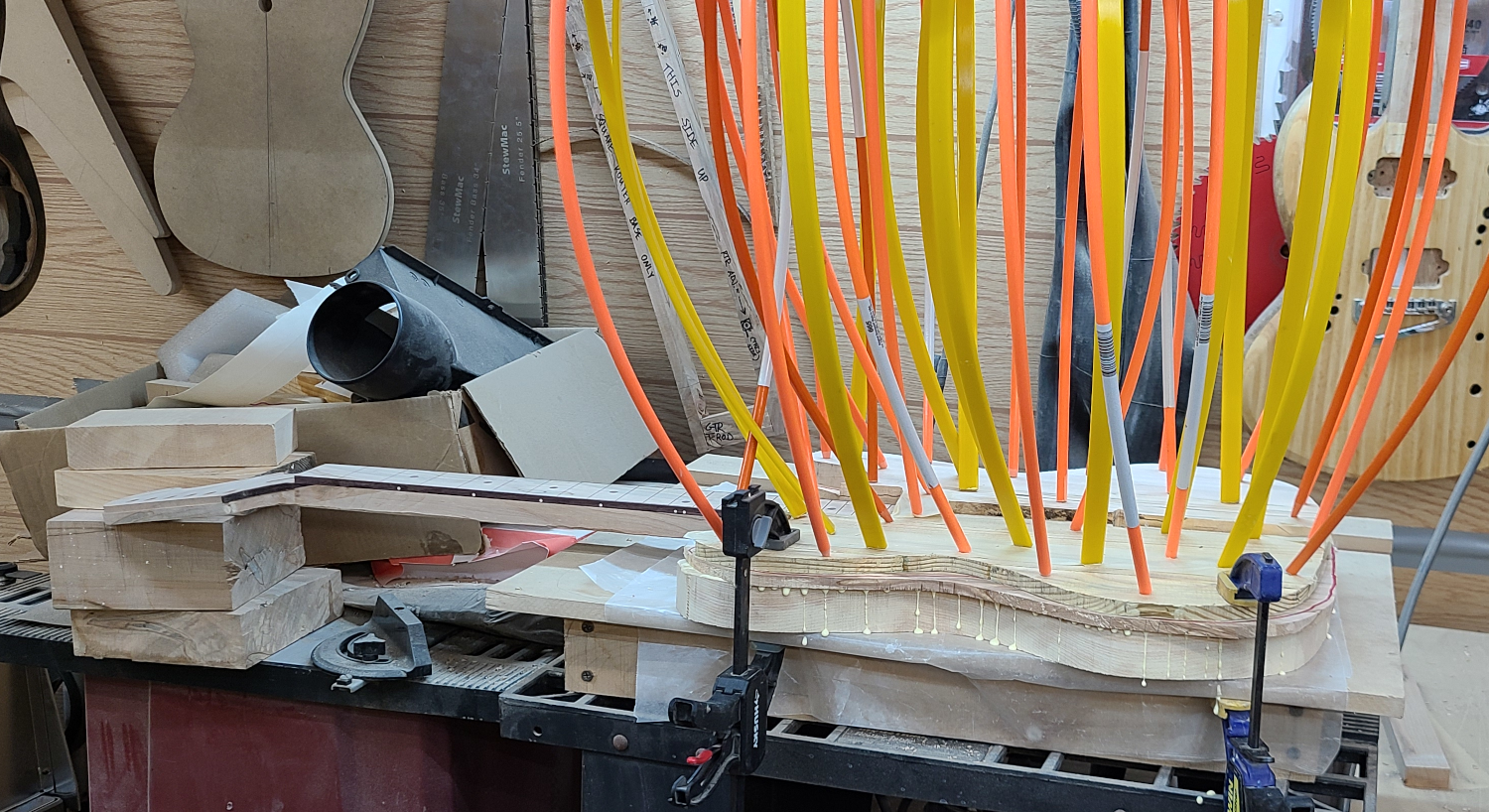
This is my state-of-the-art steam-bending setup.
Reinforced packing tape usually does a wonderful job at holding the wood binding in place.
But due to the small surface area of the headstock, some clamps were required.
Glue is dry, time to flush up the binding to the top surface of the neck.
Finally the fingerboard can be glued.
2 days later, the clamps and tubes are removed.
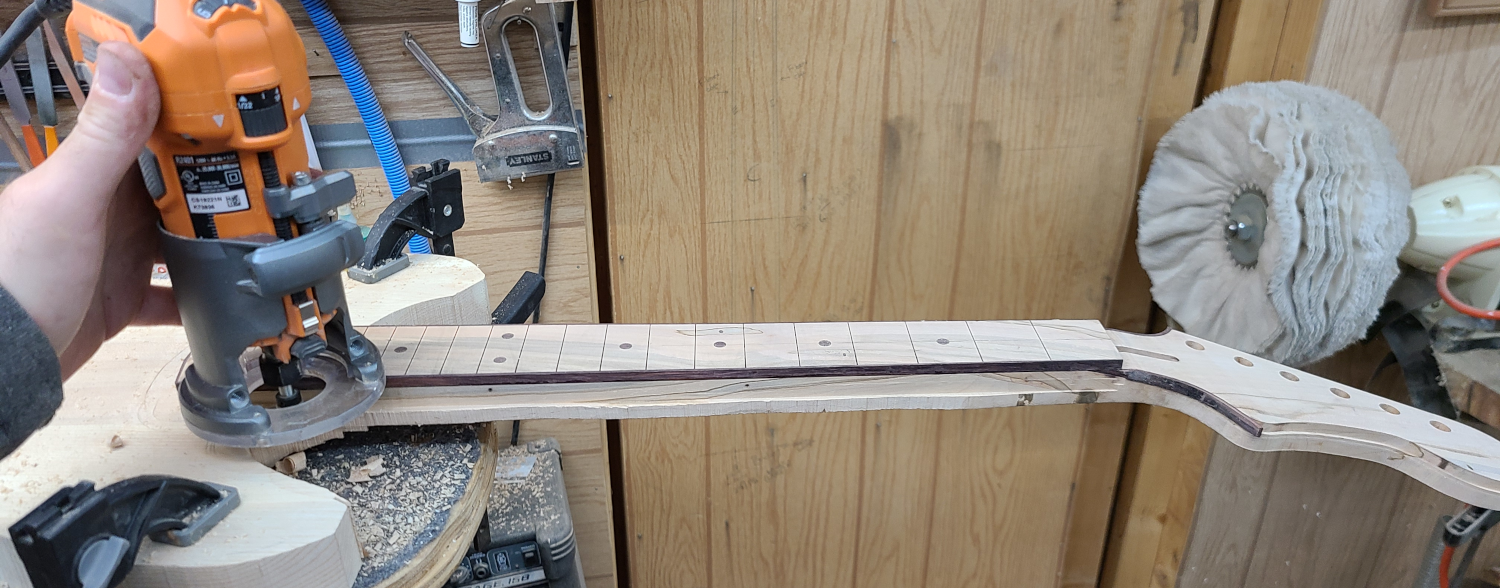
And the neck is routed flush to the fretboard.
Cap time!
Starting with rough-cutting the cap to shape.
After the cap pocket has been shaped around fingerboard tongue area, it is dry-clamped to verify the fit.
The cap is then glued to the body in the gobar deck.
The top is glued, and body outline is traced onto the top, for reference.
With the template stuck to the bottom of the body, the body is cut out to between 1/16" & 1/8" of the final thickness.
This is to make it an easier job for the router, and minimize tearout.
With the template stuck to the bottom of the body, the body is cut out to between 1/16" & 1/8" of the final thickness.
Then the body is routed to the exact shape of the template.
Next, the binding ledge is routed on the body.
Binding time.
This had to be done in multiple sessions, and needed the assistance of lots of clamps.
Several days later, the binding is…almost finished.
As the binding is being clamped on the treble horn, now is a good time to carve the belly-cut.
The first step is marking out the back with pencil.
Starting with the rasp.
Then the files.
Then finishing up with sandpaper.
The following day, all the binding is glued, and the top of the binding is sanded flush with the top of the body.
The same process is repeated on the sides, but with a router.
Levelling + radiusing the fingerboard.
Clamping the body to the workbench made this relatively easy.
Time to carve the neck.
Starting with making benchmarks.
Then connecting said benchmarks.
The dual-vises make neck & heel carving a blast.
The heel is roughed in, now for the volute area.
Now the neck needs to be sanded in with 80-grit.
Sanding looks good, now it’s time to route cavities.
Starting with the control cavity.
Then the pickup routes.
Next up are the logo and serial numbers.
Stamped and then pore-filled.
Also the worm holes get filled with black filler.
The filler is sanded back, and the whole guitar is given 2 coats of butcher block oil.
I like to route the cavity cover route after the sealer coat, since it stabilizes the wood and minimizes tearout.
Going with a flamed maple cavity cover on this one.
It will get finished at the same time as the rest of the guitar.
The first coat of finish is on.
At 3 coats per day, it’ll take about a week to apply all 15 coats of finish.
The finish application process is done, and level sanded and buffed out.
With the control cover buffed out, next some steel washers are embedded into the wood.
These will stick to their corresponding magnets embedded into the body.
Here it is with the back cover installed
Next the bridge has to be recessed into the body.
This is done for ergonomics as well as for tone, since the bridge is more locked down, facilitating more energy transfer into the body.
After tracing the bridge footprint onto an MDF blank, it is then cut out on the scroll saw.
Then the frets are installed.
Filing the fret edges flush to the edge of the fretboard is time consuming, but the guitar vise is a huge help.
I shielded the backs of the handmade rosewood pickup rings, so they come into contact with the pickup screws and the pickup base, saving the need for a separate ground wire to ground out the copper shielding lining the humbucker cavities.
Also they will be better shielded, even though it’s a slight amount.
The copper on the bottom of the pickup rings come in contact with these tabs, which in turn make the pickup cavities into mini faraday cages.
Next the bridge ground is installed.
Next the pickups are installed, and everything is wired up, plus the bridge is installed.
It’s starting to look done.
Just need to do the nut, trussrod cover, strings and setup.